Karšta ritininė pjaustymo linijayra svarbi gamybos įranga, plačiai naudojama metalo perdirbimo pramonėje. Pagrindinė jo funkcija yra supjaustyti platesnę karšto valcavimo metalinę ritę į kelias reikiamo pločio juosteles ilgio kryptimi. Šios juostelės paprastai naudojamos vėlesniuose valcavimo, pūlinio, šalto lenkimo ir štampavimo procesuose ir tampa pagrindinėmis įvairių pramoninių produktų medžiagomis. Šiame straipsnyje bus išsamiai pristatyta darbo eiga, techniniai parametrai, bendros veiklos problemos ir sprendimai iš karšto riedėjimo pjaustymo mašinos. Jei jums reikia gauti daugiau parametrų ar vaizdo įrašų informacijos, kviečiame pasikonsultuoti su „Kingreal Steel Slitter“!

Karštos suvyniotos plokštelės yra plieninės plokštelės arba juostelės, kurios susukamos po kaitinimo. Pagrindiniai jo pranašumai yra:
Didelis tvirtumas: Karštos suvyniotos plokštelės apdorojamos aukštoje temperatūroje, o tai gali pašalinti tam tikrą vidinį įtempį ir pagerinti medžiagos tvirtumą.
Ekonominis efektyvumas: Palyginti su šaltomis valcuotomis plokštelėmis, karšto valcavimo plokštelės turi mažesnes gamybos sąnaudas ir yra tinkamos didelio masto gamybai.
Didelis gamybos efektyvumas: Karštai susuktos pjaustymo mašinos gali greitai ir efektyviai supjaustyti dideles ritinius į reikiamą plotį, kad galėtų prisitaikyti prie rinkos paklausos pokyčių.
Dėl šių savybių karštai valcuotos plokštelės buvo plačiai naudojamos statybose, sunkiosios mašinos gamyboje ir kitose srityse.
|
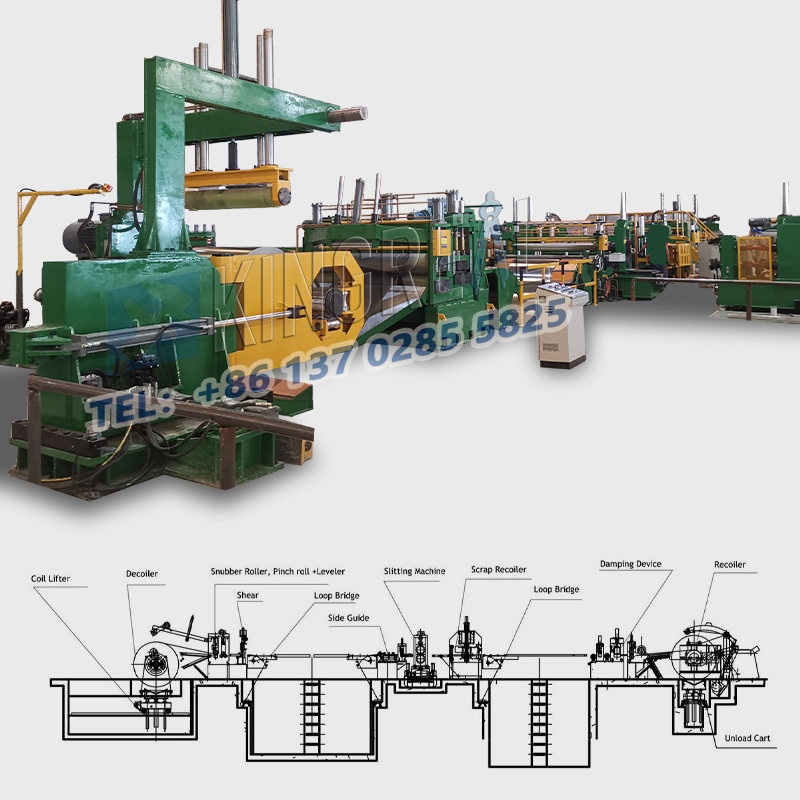
PakrautiKaršta ritininė pjaustymo linija: Operatorius į „DeCoiler Mandrel“ šeria karštą ritinį. Neįtraukus karšto susukto pjaustymo mašinos: „DeCoiler“ atsipalaiduoja pagrindinę ritę ir tiekia plieną į pjaustymo galvutę. Pjaustykite karštai susuktą pjaustymo liniją: Prie pjaustymo galvutės plienas supjaustomas į kelias siauras juosteles besisukančiu ašmeniu. Patikrinimas karšto susukto pjaustymo mašinoje: Operatorius tikrina kiekvieną sruogą, kad užtikrintų, jog specifikacijos plotis ir krašto būklė atitinka reikalavimus. Streso palengvinimas karštai suvyniotai pjaustymo linijai: sruogos praeina per žiedines duobes, kad pašalinus medžiagos įtempį po pjūvio ir užtikrintų atsukimą, nesilenkus. Komplektas ir pakuotės: rinkinys ir paketas kiekviena sruoga pagal klientų reikalavimus. |
 |
Modelis
1 modelis
2 modelis
3 modelis
4 modelis
Originali ritė
Karštai valoma plokštelė
Karštai valoma plokštelė
Karštai valoma plokštelė
Karštai valoma plokštelė
Medžiagos storis
0,8 mm-6.0mm
0,8 mm-6,0 mm
2,0 mm-12,0 mm
3,0 mm-16,0 mm
Medžiagos plotis
1600 mm (maks.)
1800 mm (maks.)
2000 mm (maks.)
2200 mm (maks.)
Ritės svoris
30TON (MAX)
30TON (MAX)
30TON (MAX)
30TON (MAX)
Pločio tikslumas
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Vieneto greitis
120m/min (maks.)
120m/min (maks.)
80 m/min (maks.)
60m/min (maks.)
|
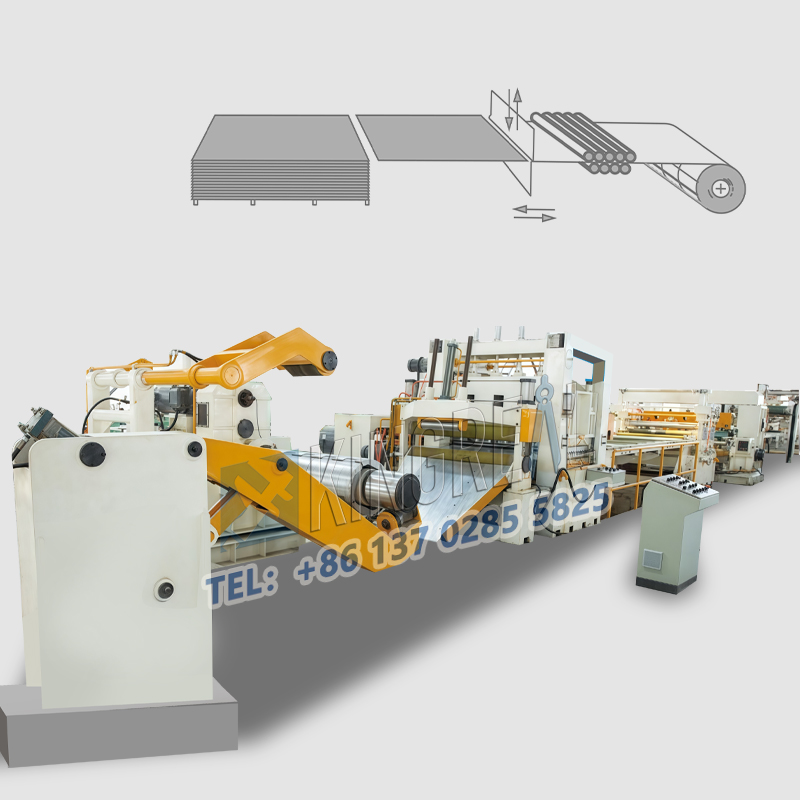
① Karšta ritininė pjaustymo mašina su dideliu efektyvumo pjaustymo talpa Pastebimas bruožaskaršta ritininė pjaustymo mašinayra tai, kad tuo pačiu metu jis gali supjaustyti iki 40 siaurų juostelių. Ši funkcija labai tenkina klientų poreikius didelio masto gamybai. Didėjant industrializacijai, metalų juostelių rinkos paklausa auga, ypač tokiose pramonės šakose kaip statybos, automobilių gamyba ir namų prietaisai. Didelė karšto susukto pjaustymo linijos pjūvio pajėgumas leidžia gamintojams per trumpą laiką pateikti daugybę kvalifikuotų produktų, taip pagerindami gamybos efektyvumą ir sumažinant vieneto sąnaudas. |
 |
|
② Automatizuota karšto susukto pjaustymo mašina Karšta ritininė pjaustymo linija priima visiškai automatizuotą dizainą ir yra aprūpinta pažangia valdymo sistema, kad būtų pasiekta greitaeigė veikimas. Maksimalus gamybos greitis gali siekti 120 m/min., O tai reiškia, kad daugiau medžiagų galima apdoroti per laiką, dar labiau pagerinti gamybos efektyvumą. Visiškai automatizuotas dizainas ne tik sumažina rankinės intervencijos poreikį, bet ir sumažina žmonių veikimo klaidų galimybę ir pagerina produkto nuoseklumą ir kokybę. „Hot Roled Stumpt Line“ automatizuota valdymo sistema gali realiu laiku stebėti gamybos procesą ir laiku sureguliuoti parametrus, kad patenkintų skirtingų medžiagų ir storio poreikius. |
 |
|
③ Įprasta karšto susukto pjaustymo mašina Siekiant geriau patenkinti klientų poreikius, „Kingreal Steel Sliitter“ teikiaS Individualūs karšto riedėjimo pjaustymo linijų sprendimai. Remiantis klientų pateiktais piešiniais ir faktiniais gamybos poreikiais, „Kingreal Steel Slitter“ gali suprojektuoti skirtingus karšto valcavimo mašinų gamybos sprendimus, kad klientams užtikrintų gamybos proceso efektyvumą ir sklandumą. „Kingreal“ plieninio pluošto karšto susuktų pjaustymo mašinos yra padalintos į tris pagrindinius tipus, kad būtų galima prisitaikyti prie skirtingo storio ritinių: Šviesos matuoklio pjaustymo mašina: specializuojasi perdirbimo ritiniuose, kurių storis yra nuo 0,2 mm iki 3 mm. Vidutinio matuoklio pjaustymo mašina: tinkama ritmams, kurių storis yra nuo 3 mm iki 6 mm. Sunkusis matuoklio pjaustymo aparatas: gali apdoroti ritinius, kurių storis yra nuo 6 mm iki 16 mm. |
 |
The Karšta ritininė pjaustymo linijaPjūvio metu gali sukelti šoninį lenkimą. Tai gali sukelti šios priežastys:
1. Žaliavų lenkimas:
Plieninės plokštelės įtempis nėra visiškai pašalintas per riedėjimo procesą. Po išilginio kirpimo įtempis išsiskiria, o plokštė sulenkta. Kai įtempis plokštelės viduryje išleidžiamas į abi puses, plokštė pasilenkia į išorę; Kai įtempis abiejose plokštės pusėse išleidžiamas į vidurį, plokštė pasilenkia į vidurį.
2. Lenkimas dėl burbulų:
Burrai yra didesni dėl netinkamo ašmenų tarpo koregavimo išilginio kirpimo metu. Kai riedėti, šurmuliai krašte yra lygiaverčiai didesniam plokštelės storiui, dėl kurio kraštas ištempia ir sulenkia.
3. Lenėjimas dėl nelygių tarpų tarp viršutinės ir apatinių ašmenų:
Kai kairiosios ir dešinės tarpai yra didesni, kirpimo dalies įdubimas taip pat yra didesnis, o šonas su mažesniu tarpu nei kairiojo ir dešiniojo tarpo turi didesnį tempimą, todėl ji pasilenkia.
4. Lenkimas, kurį sukelia nelygus įtampos:
Kai riedėti, tas pats įtempimas turėtų būti pritaikytas visam plieninės plokštės pločiai. Jei įtampa koncentruojama į vieną pusę, įvyks lenkimas.
5. Lenkimas, kurį sukelia greitas nukrypimo pataisos įtaiso judėjimas:
Apdorojimo metu, jei nuokrypio pataisos greitis yra per greitas, liečiasi su nuokrypio korekcija, iš dalies pratęsta ir sulenkta.
Jei lakštinė medžiaga yra sulenkta po išilginio kirpimo, ji turės didelę įtaką lakštinio sukibimo kokybei, todėl ji turi būti pašalinta. Reikėtų atkreipti dėmesį į tokias priežastis kaip lakštų valcavimas, įrangos reguliavimas ir darbo metodas.