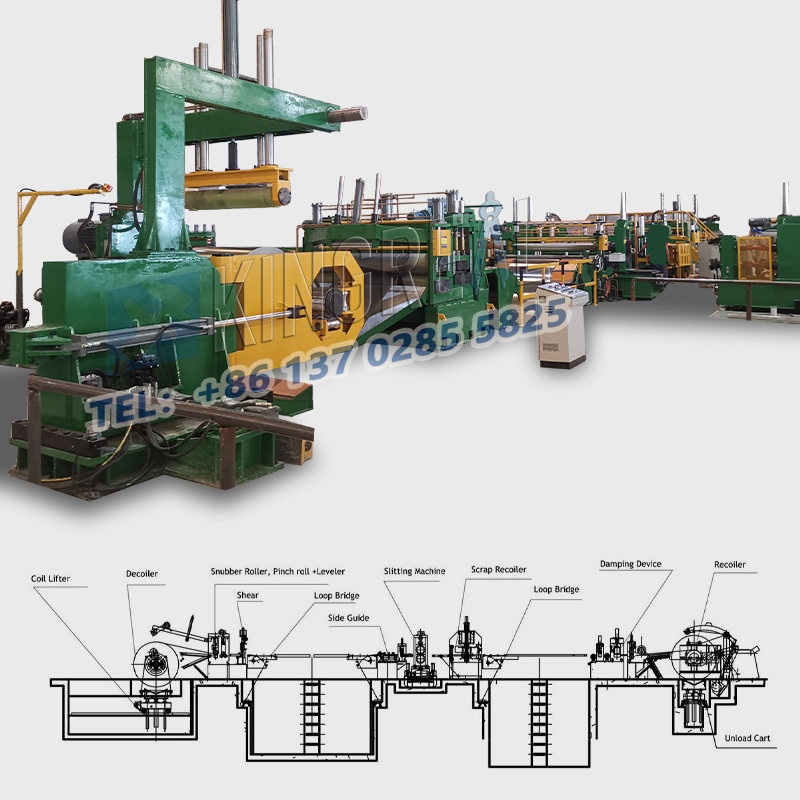
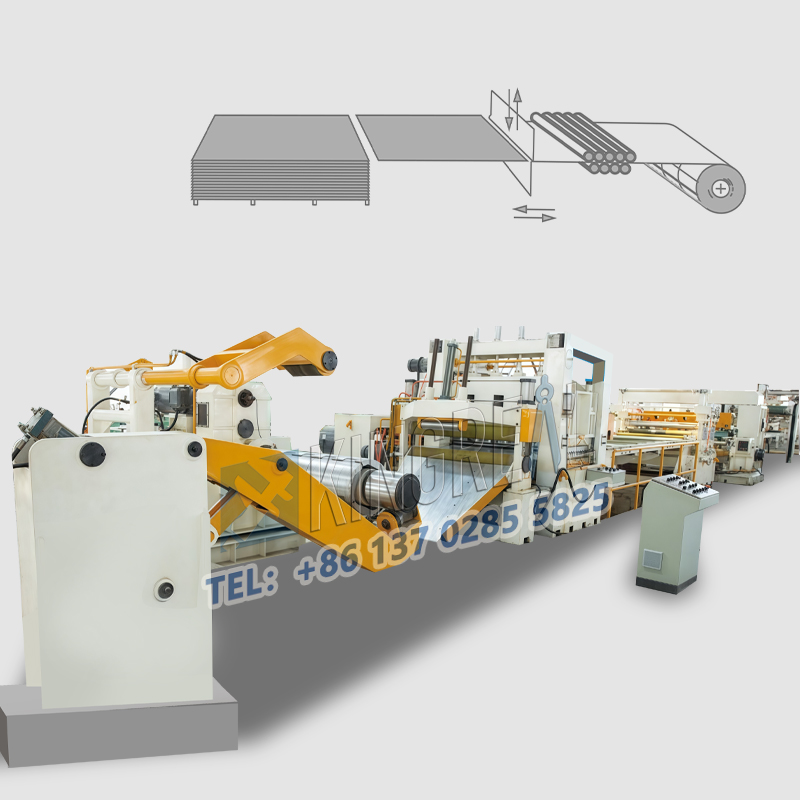
I) kalibravimasSunkusis gabaritas, supjaustytas ilgio linijaiPagrindiniai komponentai
PAŠTINIO ROLLER NUSTATYMAS:
Reguliariai patikrinkite ritininio paviršiaus paralelizmą, paklaida turi būti kontroliuojama ≤0,05 mm/m/m, ir naudokite jausmo matuoklį, kad išmatuotumėte tarpą tarp ritininio paviršiaus ir plokštės paviršiaus. Jei susidėvėjimas viršija 0,1 mm, jį reikia sumalti arba pakeisti; Norėdami kalibruoti servo variklio kodavimo įrenginį, naudokite lazerio interferometrą, o tiekimo padėties nustatymo tikslumas turi būti ≤+0,1 mm.
Scissor Blade kalibravimas:
Viršutinio ir apatinio ašmenų paralelizmą reikia išlaikyti esant 0,02–0,05 mm, kurį galima aptikti naudojant „Feeler Many“ ir rinkimo indikatorių: Tarpas tarp peilių yra sureguliuotas pagal plokštelės storią, pavyzdžiui, tarpo tarp plonųjų plokštelių (≤ 2 mm) yra 0,01–0,0,03 mm ir tarpo tarp vidutinių ir storų plokštelių (≤ 2 mm).
Ašmenų vertikalumo paklaida yra ≤0,03 mm/100 mm. Jei jis viršija nuokrypį, įrankio laikiklio vertikalumą reikia pakoreguoti „Shim“.
(Ii) Kasdien prie ilgio mašinos supjaustyto sunkaus gabaliuko priežiūros
Sunkiųjų matuoklių pjaustymo iki ilgio linijos tepimo sistema kiekvieną savaitę patikrinkite pavarų dėžės alyvos lygį, kontroliuokite bangos slėgio sistemos alyvos temperatūrą esant 40–60 ℃ ℃, ir kiekvieną dieną ant kreipiamojo bėgio uždėkite specialų pjovimo skystį, kurio klampumas yra 32–46 cs.
Elektrinė sistema, skirta sunkiųjų gabaritų pjaustymui ilgio mašinai: kiekvieną ketvirtį nuvalykite kodavimo įrenginį, grotelių liniuotę ir kitus jutiklius alkoholyje ir pakeiskite variklio anglies šepetėlį, kai jis dėvima daugiau nei 1/3; Tvirtinimo dalys: reguliariai patikrinkite TĮrankio laikiklio ir maitinimo mechanizmo varžtų orkai, pavyzdžiui, M12 varžto sukimo momentą reikia išlaikyti esant 80–100N · m.

I) Pjovimo greitis ir maitinimo greitis
Įvairių medžiagų ir storio plokštelių greitis turi būti atitinkamai sureguliuoti: šaltai valcuotos plieninės plokštelės (0,5–3 mm) pjovimo greitis 30–80 m/min, maitinimo greitis 25–70 m/min, aušinimo sistemą reikia įjungti per greitą pjovimą; Nerūdijančio plieno plokštelės (1–5 mm) pjovimo greitis 15–40 m/min, maitinimo greitis 10–35 m/min., O ašmenis reikia padengti skardos danga; Aliuminio lydinio plokštelės (0,8–4 mm) Pjovimo greitis 40–100 m/min., Maitinimo greitis 35–90 m/min., Naudojamas purškimo skysčio tepimas.
(Ii) Ašmenų kampas ir presavimo jėgos nustatymo ašmenų kampas: Šlyties kampas (viršutinė ir apatinė ašmenų kampas) sureguliuojamas pagal plokštelės charakteristikas, 5-8 "plonoms plokštelėms, 8-12" Vidutinio ir storo plokštelėms, 12-15 ", esant kietoms medžiagoms, tokioms kaip didelio stiprumo plienas; Plako kampu (ašmenų nugaros priekabiavimas. Pakoreguotas pagal plokštės storią, 2-3kN 1 mm plokštelei, 2-3kN 3 mm plokštelei 5-7KN, realiojo laiko stebėjimas per slėgio jutiklį, nepakankamas slėgis gali lengvai sukelti plokštelės deformaciją.

I) ritinių/plokštelių priėmimo standartai
Plokščiumas: Plieninės plokštės pusės lenkimas ≤1 mm/m, bangavimas ≤3 mm/2m, prieš pjaustymą reikia išlyginti toleranciją:
Kietumo nuokrypis: Plokščių kietumo skirtumas toje pačioje partijoje ≤15HB, atsitiktinis patikrinimas su Rockwell kietumo testeriu, netolygus kietumas sukels nenuoseklų ašmenų susidėvėjimą.
(Ii) tuščias išankstinis apdorojimas
Paviršiaus valymas: pašalinkite alyvos dėmes ir oksido skalę (galima nuvalyti acetonu arba mechaniškai poliruotas), likutinės priemaišos sustiprės ašmenų susidėvėjimą; Ritės atsipalaidavimo įtempimas: sureguliuokite pagal storią, 0,5 mm plokštės įtempimas 50–80N/mm, 2 mm plokštelė 150-200n/mm, nepakankamas įtempimas gali lengvai sukelti šėrimo slydimą.

I) prieš mokymo taškusSunkusis gabaritas, supjaustytas ilgio linijai
Parametrų nustatymo praktika: Išmokite suvokti „greičio mazgo slėgio“ atitikimo taisykles, esančias skirtingų medžiagų taisykles, pavyzdžiui, pjaustant 3 mm nerūdijantį plieną, ašmenų tarpą-0,05 mm, paspaudus jėgą 6KN; Išmokite naudoti automatinius įrankių nustatymo sistemas, tokias kaip lazerio įrankių nustatymo instrumentai, įrankių nustatymo tikslumas ≤0,02 mm.
Nenormalus sunkiųjų matuoklių pjaustymo į ilgio aparatas sprendimas: sustabdykite sunkiųjų matuoklių pjaustymą iki ilgio linijos nedelsdami, kad patikrintumėte ašmenų kraštą, kai girdi nenormalų triukšmą, pavyzdžiui, ašmenų susidūrimą; Kai supjaustyto paviršiaus plyšys viršija 0,1 mm, nuspręskite, ar tai ašmenų susidėvėjimas, ar per didelis tarpas.
(ii) Sunkių gabaritų pjaustymo iki ilgio mašinos veikimo proceso standartizavimas
Pradinis įkaitinimas: 10–15 minučių paleiskite tuščią, kad tos pačios aptarnavimo sistemos temperatūros svyravimas būtų ≤2 ℃ ir pasiektų šiluminį stabilumą;
Pirmojo kūrinio trys patikrinimai: Išpjovę pirmąjį gabalą, naudokite vernier apkabą, kurio tikslumas yra 0,02 mm, kad išmatuotumėte dydį, ratuko indikatorių, kad aptiktumėte plokščiumą, ir vizualiai patikrinkite „Burrs“.

i) Aptikimo internetu reiškiaSunkusis gabaritas, supjaustytas ilgio linijai
Fotoelektrinis jutiklis stebi šėrimo ilgį realiuoju laiku ir automatiškai aliarmas, kai nuokrypis viršija ± 0,3 mm: infraraudonųjų spindulių termometras stebi ašmenų temperatūrą ir pradeda vėsinti vandenį arba oro aušinimas priverstinis aušinimas, kai jis viršija 120 ℃ c.
(ii) Neprisijungus
Ilgio dydis: leistina paklaida, kai ≤1000 mm ± 0,5 mm, naudokite vernier apkabą, kad atsitiktinai patikrintumėte 1 gabalą kiekvienam 50 vienetų; Įstrižaininis nuokrypis: 1000 mmx1000mm plokštės Leistinas nuokrypis ≤1 mm, naudokite plieninės juostos matą su kvadratine liniuote, kad atsitiktinai patikrintumėte 5% kiekvienos partijos: Burr aukštis: plona plokštė ≤0,05 mm, naudokite mikroskopą (padidinimas 50 kartų), kad kiekvienas ir paskutinius kiekvieno pamainos dalis būtų patikrinkite.
Iii) Bendrosios kokybės problemų, susijusių su sunkiųjų gabaritų pjaustymo ilgio linija, sprendimai
Dydis iš tolerancijos: jei pašaro volelis paslysta, sureguliuokite įtempimą arba pakeiskite susidėvėjusį volelį; Jei servo variklio kodavimo įrenginys nepavyksta, impulsų signalui aptikti naudokite osciloskopą ir pakeiskite pažeistas dalis.
Pjovimo paviršiaus urvas viršija standartą: Kai ašmenų krašto spindulys yra> 0,03 mm, jį reikia pakartoti iki ≤0,01 mm; Perdėkite ašmenų tarpą pagal standartinę vertę.

Seminaro temperatūra ir drėgmė: Temperatūra kontroliuojama 15–30 ℃, drėgmė ≤60% RH, venkite plokštelės rūdžių dėl drėgnos aplinkos;
Anti-reisminės priemonės: Įrangos pamatų storį, kurio storis ≥ 300 mm, atokiau nuo vibracijos šaltinių, tokių kaip perforatorių presai (vibracijos pagreitis ≤0,5 g), pilamas; Saugos blokavimas: avarinio sustojimo mygtuko atsako laikas ≤0,5 sekundės,Sunkusis gabaritas, supjaustytas ilgio mašinaAutomatiškai įjungus apsaugą.