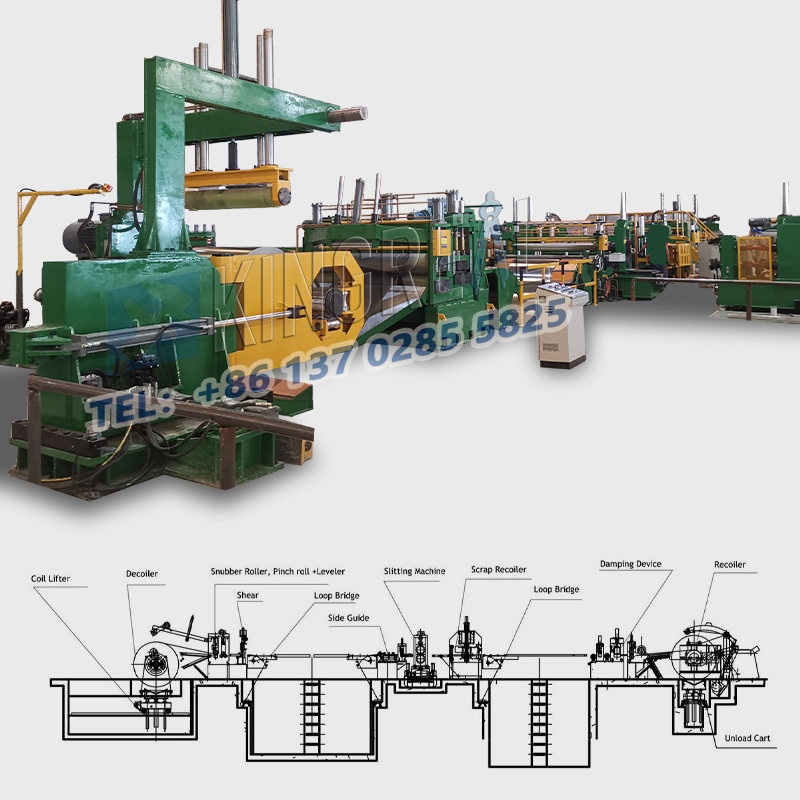
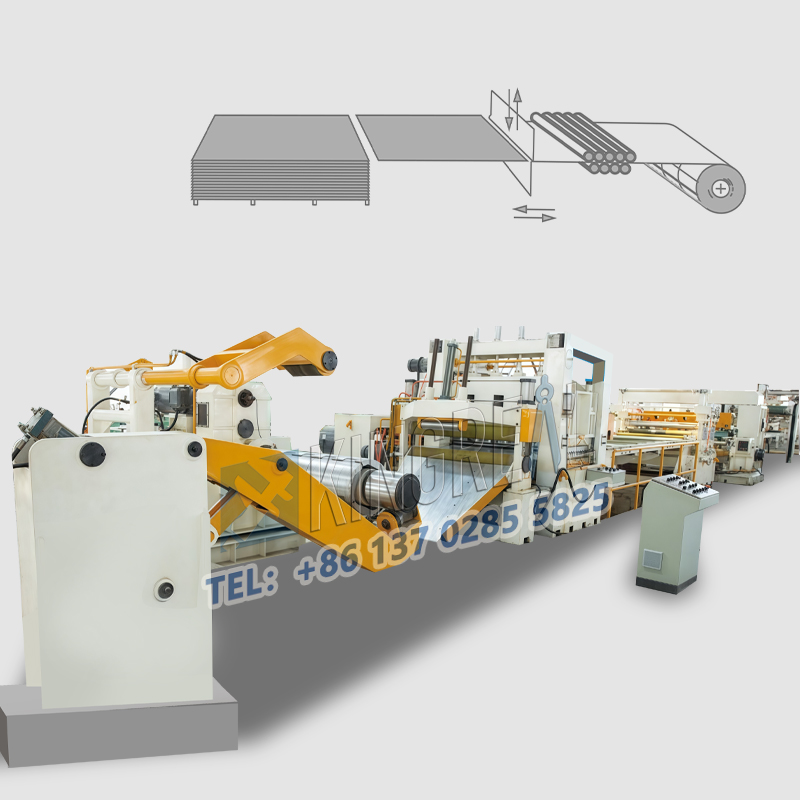
Nerūdijančio plieno, supjaustytos ilgio linijomisyra plačiai naudojami metalo apdirbimo pramonėje, kad būtų galima tiksliai kirsti įvairias metalines rites, įskaitant plieną, nerūdijantį plieną, aliuminį, geležies, šaltai valcuotą, karštai valcuotą ir PPGI.
Nepaisant puikių gamybos rezultatų, nerūdijančio plieno, supjaustyto ilgio mašinomis, vis tiek gali patirti pjovimo nuokrypį veikimo metu.
Šis straipsnis bus susijęs su trikčių šalinimo nuokrypiu nerūdijančio plieno, supjaustyto ilgio linijomis iš trijų perspektyvų: mechaninė struktūra, valdymo programa ir parametrai, medžiagų ir proceso suderinamumas.

(1) Vaivo komponentų susidėvėjimas
Įnerūdijančio plieno pjaustyta iki ilgio mašinų, pavaros komponentų nusidėvėjimas yra dažna pjovimo nuokrypio priežastis.
Pavaros, žvaigždutės ir kiti pavaros komponentai, kurie veikė ilgą laiką, gali susidaryti, todėl sumažėja šėrimo tikslumas ir todėl paveikė pjovimo matmenis.
Nerūdijančio plieno, supjaustyto iki ilgio linijos gedimo, simptomai: pavyzdžiui, automobilių dalių gamykloje nerūdijančio plieno pavaros pavaros, supjaustytos ilgio mašina, patyrė 30% nusidėvėjimo. Nuolat pjaunant 5 mm storio plienines plokšteles, matmenų svyravimas siekė 0,3 mm, viršijant priimtiną ± 0,2 mm diapazoną.
Sprendimas: Norint išspręsti šią problemą, rekomenduojama reguliariai tikrinti disko komponentus. Jei pavarų danties susidėvėjimas viršija 15% arba grandinės pailgėjimas viršija 2%, jie turėtų būti greitai keičiami.
Tuo pat metu perdavimo santykis turėtų būti kalibruojamas, kad būtų atkurtas mechaninis perdavimo tikslumas. Ši priemonė gali žymiai pagerinti pjovimo stabilumą ir tikslumą.
(2) Įrankių savininko-guide geležinkelio klirensas
Padidėjęs klirensas tarp įrankių turėtojo ir kreipiamojo geležinkelio taip pat yra reikšmingas veiksnys, prisidedantis prie pjovimo nuokrypio. Laikui bėgant, įrankių turėtojo kreipiamojo geležinkelis nešioja dėl ilgalaikio stūmoklinio judesio, ir šis klirensas gali padidėti, darydamas įtaką įrankių savininko stabilumui.
Nerūdijančio plieno, supjaustyto iki ilgio linijos gedimo, simptomai: normaliomis aplinkybėmis klirensas tarp įrankių savininko ir kreipiamojo bėgio turėtų būti mažesnis nei 0,05 mm. Dėl per didelio prošvaisos įrankių savininkas pjaustant gali sukelti voblėjimą, todėl supjaustyto lakšto dydžio svyravimai.
Sprendimas: Norėdami patikrinti leidimą, naudokite „Feeler“ matuoklį. Jei jis viršija standartinę vertę, sureguliuokite kreipiamojo bėgio įdėklą arba pakeiskite pažeistą kreipiamąjį geležinkelio slankiklį. Aparatūros gamykla sumažino pjovimo nuokrypį nuo 0,25 mm iki 0,08 mm po šio sureguliavimo, parodydamas šio reguliavimo efektyvumą.
(1) Programos logikos klaidos
ĮNerūdijančio plieno pjaustyta iki ilgio mašinosOperacijos, PLC programos logikos klaidos taip pat yra dažna pjovimo nuokrypio priežastis. Netvarkingas pašarų ir pjovimo instrukcijų laikas programoje gali sukelti pjovimą, kol medžiaga bus visiškai maitinama, todėl sumažėja.
Nerūdijančio plieno, supjaustyto iki ilgio linijos gedimo, apraiškos: Pavyzdžiui, kai kuriais atvejais pjaustymas prasideda prieš tai, kai medžiaga bus visiškai maitinama, o tai daro tiesioginę įtaką pjovimo tikslumui.
SPRENDIMAS: Rekomenduojama naudoti programos diagnostiką, kad būtų galima stebėti I/O taško būseną ir pertvarkyti logiką „pašarų rinkimo-išpjaustyta“. Be to, pridėkite atidėjimo patikrinimo instrukcijas, kad užtikrintumėte veiksmo sekos tikslumą. Šis optimizavimas žymiai pagerins nerūdijančio plieno pjaustymo iki ilgio mašinos veikimo stabilumą.
(2) netikslūs parametrų nustatymai
Netiksli parametrų parametrai taip pat yra reikšmingas veiksnys, turintis įtakos nerūdijančio plieno pjaustymo iki ilgio linijų pjovimo tikslumui. Neteisingi tiekimo ilgio parametrai arba nesutampa pjovimo ir tiekimo greitis gali sukelti kaupiamuosius nuokrypius.
Nerūdijančio plieno, supjaustyto iki ilgio mašinos gedimo, simptomai: Pavyzdžiui, jei tiekimo ilgis nustatytas iki 100 mm, tačiau faktinis tiekimo ilgis yra 99,5 mm, ilgalaikis veikimas lemia reikšmingą matmenų nuokrypį.
Sprendimas: Pakartotinai kalibruokite tiekimo impulsų skaičių (impulsų skaičius milimetru) ir sureguliuokite pjovimo greitį pagal plokštės storią ir medžiagą. Storoms plokštelėms rekomenduojama nustatyti pjovimo greitį ne daugiau kaip 30 kartų per minutę, o plonoms plokštelėms - 60 kartų per minutę.
Pataisius parametrus, nerūdijančio plieno perdirbimo įmonė pasiekė mažesnį kaip 0,1 mm, esančio 10 metrų ilgio plokštelėje, kaupiamąjį nuokrypį, parodantį parametrų korekcijos svarbą.
(1) nelygus plokštės įtempis
Pjaustant nerūdijančio plieno plokšteles, po pjaustymo netolygus įtempis gali sukelti spyruoklę, paveikdama galutinį matmenų stabilumą.
Nerūdijančio plieno, supjaustyto iki ilgio linijos gedimo, simptomai: pavyzdžiui, šaltai valcuotos plokštelės spyruoklinė greitis gali būti net 1–2%, o tai gali sukelti matmenų susitraukimą po pjaustymo.
Sprendimas: Rekomenduojama atlikti streso mažinimą ant lakštinio metalo, pavyzdžiui, išlyginimo ar senėjimo, arba kompensuoti spyruoklę programoje (atsižvelgiant į medžiagą, nustatant 0,1–0,3 mm kompensacijos vertę). Po kompensacijos šaltai valcuotas lapų malūnas pasiekė pjovimo matmens nuokrypį ≤0,1 mm, užtikrindamas pjovimo tikslumą.
(2) pašarų įtempimo svyravimas
Tiekimo įtempimo stabilumas tiesiogiai daro įtaką pjovimo tikslumui. Jei pašaro volelio įtempimas yra nestabilus, lakštinis metalas gali paslysti ar raukšlėti šėrimo metu, todėl nekontroliuojami pjovimo matmenys.
Nerūdijančio plieno, supjaustyto iki ilgio linijos gedimo, simptomai: įtempimo kontrolės gedimas gali sukelti nelygią šėrimą, o tai savo ruožtu daro įtaką pjovimo kokybei.
Sprendimas: Rekomenduojama patikrinti įtempimo kontrolės sistemą. Pneumatiniams įtempikliams reikia pakeisti sandariklį, o hidrauliniams įtempikliams reikalingas slėgio jutiklio kalibravimas. Po reguliavimo plieno juostų malūnas sumažino įtempimo svyravimą nuo ± 5% iki ± 1%, efektyviai pagerindamas pjovimo tikslumą.
 |
 |
 |
Operacijainerūdijančio plieno pjaustyta iki ilgio mašinų, pjovimo nuokrypį dažnai lemia veiksnių derinys. Išsamus tyrimas, kuriame pagrindinis dėmesys skiriamas mechaninei struktūrai, kontrolės programoms ir parametrams, medžiagų ir procesų suderinamumui, gali efektyviai nustatyti problemas ir įgyvendinti tikslinį remontą.
Reguliariai palaikydami perdavimo komponentus, optimizuodami programos logiką, tiksliai koreguoti parametrus ir prisitaikyti prie medžiagų charakteristikų, gamintojai gali sumažinti pjovimo nuokrypius ir patenkinti griežtus pramonės šakų, tokių kaip automobilių dalių ir aparatinės įrangos, pjovimo tikslumo reikalavimus.
Tik nuolat tobulinant kiekvieną nerūdijančio plieno, supjaustyto iki ilgio linijos, aspektą, galiojančioje konkurencinėje rinkoje gali išlikti pergalingi.
Tikimės, kad šiame straipsnyje analizė ir pasiūlymai pateiks veiksmingas trikčių šalinimo strategijas ir sprendimus susijusioms pramonės šakoms.