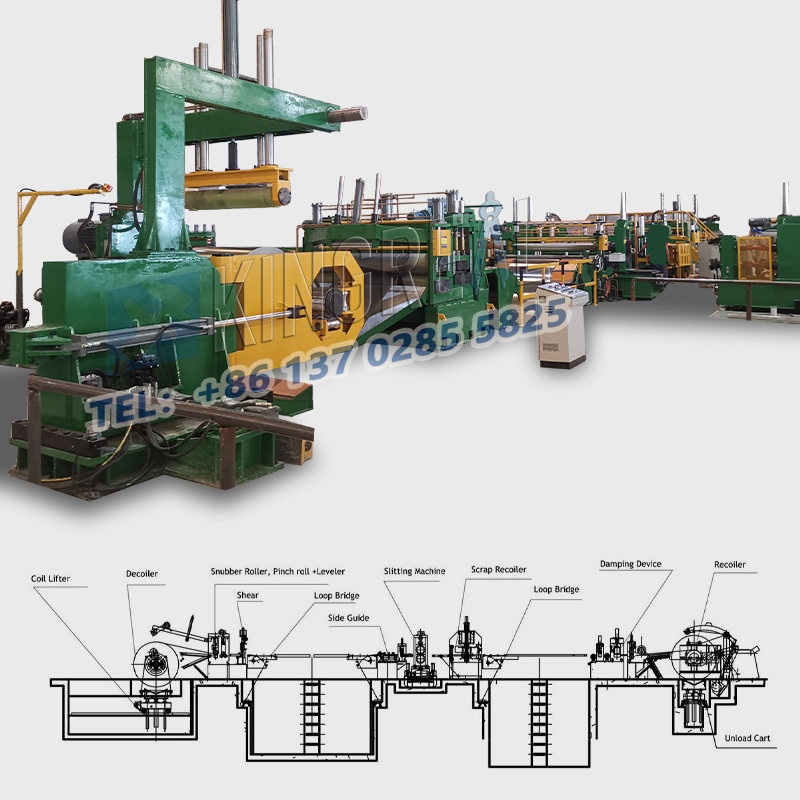
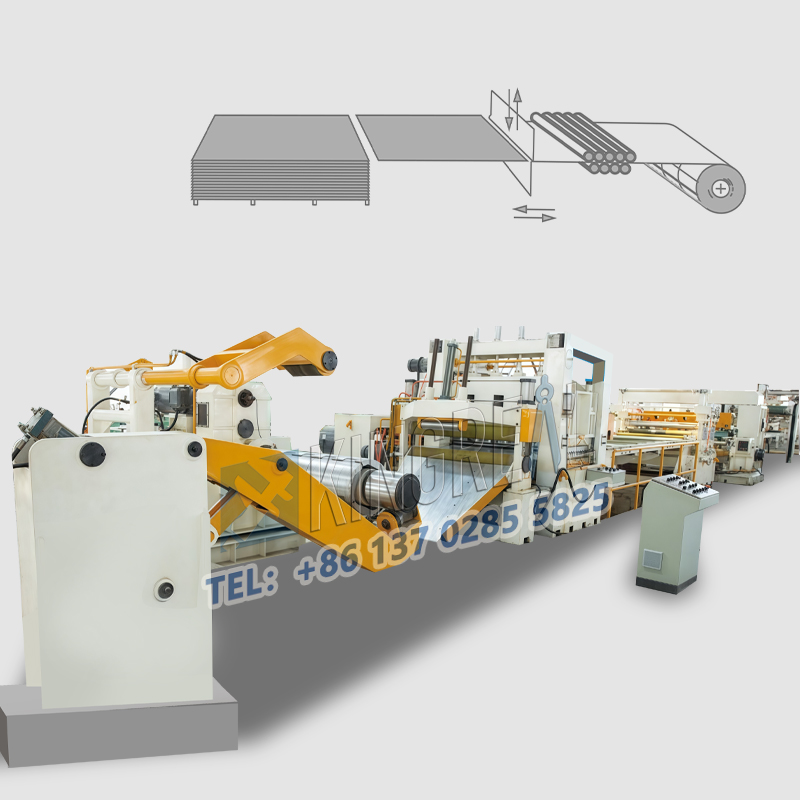
Įrangos tikslumas vaidina lemiamą vaidmenį gamybos proceselakštinio metalo pjaustymo pagal ilgį mašina.
Šiame straipsnyje bus gilinamasi į įvairius lakštinio metalo pjovimo iki ilgio linijų aspektus, įskaitant mechaninės konstrukcijos tikslumą, elektros valdymo sistemos tikslumą, įrankių kokybę ir priežiūrą, lakštinių medžiagų tvarkymą ir padėties nustatymą bei proceso parametrų optimizavimą, visapusiškai atskleidžiant lakštinio metalo pjovimo iki ilgio mašinų kokybės paslaptis.

(1) Mechaninės konstrukcijos tikslumas lakštinio metalo pjaustymo mašinoje
Mechaninė struktūra alakštinis metalas, supjaustytas iki ilgio linijosyra jos pagrindas, o kiekvieno komponento gamybos tikslumas daro didelę įtaką bendram jo veikimui.
Pavyzdžiui, jei apdirbant labai nukrypsta kreipiamųjų bėgių tiesumas, lakštinė medžiaga transportuojant pasislinks, todėl bus netikslūs pjūvio matmenys.
Be to, švino sraigto žingsnio tikslumas yra vienodai svarbus, tiesiogiai nulemiantis medžiagos padavimo tikslumą. Žingsnio paklaidos gali sukelti pjūvio ilgio nukrypimus, o tai turi įtakos galutinio produkto kokybei.
Pavyzdžiui, plonai varinei folijai, reikalingai didelio tikslumo elektroniniams komponentams, kreipiamojo bėgio tiesumo ir švino sraigto žingsnio tikslumo reikalavimai yra itin aukšti. Bet koks nedidelis nukrypimas gali lemti nekvalifikuotus vario folijos matmenis ir taip paveikti elektroninių komponentų veikimą.
(2) Elektrinės valdymo sistemos tikslumas lakštinio metalo pjaustymo mašinoje
Lakštinio metalo pjovimo linijos elektros valdymo sistema reguliuoja įrenginio veikimo parametrus. Jo tikslumas tiesiogiai veikia įrankio padavimo greitį ir pjovimo padėtį.
Tikslus servovariklio valdymas yra labai svarbus apdorojant automobilių dalis, ypač didelio stiprumo plienines plokštes. Jis garantuoja komponentų matmenų nuoseklumą ir atitinka automobilių surinkimo standartus, užtikrindamas, kad kiekviena šlyties vietos klaida išliktų labai siaurame diapazone.
Be to, svarbus yra valdymo sistemos reakcijos greitis. Greitas ir tikslus atsakas leidžia laiku koreguoti lakštinio metalo pjovimo pagal ilgį mašinos veikimo sąlygas, išvengiant kokybės problemų, kylančių dėl vėlavimo.
(1) Įrankio medžiagos pasirinkimas lakštinio metalo pjaustymo mašinai
Įlakštinis metalas, supjaustytas pagal ilgio linijas, įrankių medžiagos pasirinkimas turi būti pagrįstas apdorojamos plokštės savybėmis.
Greitaeigiai plieniniai įrankiai tinka įprastoms švelnaus plieno plokštėms, nes užtikrina puikų pjovimo našumą ir prieinamą kainą. Tačiau kietesnių plokščių, tokių kaip nerūdijantis plienas ir legiruotasis plienas, apdirbimui reikalingi karbido įrankiai.
Jų didelis kietumas ir atsparumas dilimui tikrai prailgina įrankio tarnavimo laiką ir garantuoja pjovimo kokybę.
Apdorojant titano lydinio plokštes aviacijos ir kosmoso sektoriuje reikia dar griežtesnių įrankių medžiagų, todėl reikia naudoti specifines itin kietas įrankių medžiagas, kad būtų išlaikytas didelis lydinio stiprumas ir kietumas.
(2) Įrankio briaunų paruošimas lakštinio metalo pjaustymo mašinai
Nukirpto paviršiaus kokybei didelės įtakos turi aštrus ir tvirtas įrankio kraštas. Aštrūs ir lygūs smulkiai šlifuotų pjovimo įrankių briaunos padeda sumažinti šlifavimo ir plyšimų skaičių kirpant lakštą.
Aukštos kokybės pjovimo instrumentai, pavyzdžiui, apdirbant aliuminio lakštą architektūriniam dekoravimui, garantuoja lygų, tolygų šlyties paviršių, todėl sumažėja tolesnio šlifavimo poreikis ir pagerėja gaminio išvaizda bei gamybos efektyvumas.
Be to, pjovimo įrankio briaunos geometrija turi būti sureguliuota pagal lakštinio metalo storį ir medžiagą, kad būtų užtikrintas tolygus šlyties jėgos pasiskirstymas ir išvengta įtempių koncentracijos, kuri gali sukelti lakštinio metalo deformaciją.
(3) Įrankių priežiūra ir lakštinio metalo pjaustymo pagal ilgį mašinos pakeitimas
Reguliari įrankių priežiūra ir priežiūra, pvz., valymas ir alyvavimas, gali veiksmingai išvengti rūdžių ir padidėjusio susidėvėjimo.
Įrankių susidėvėjimo stebėjimas ir greitas labai susidėvėjusių įrankių keitimas yra labai svarbūs norint užtikrinti nuolatinį ir stabilų lakštinio metalo pjovimo pagal ilgį linijos veikimą. Paprastai apie įrankio pakeitimą reikia svarstyti, kai pjovimo briaunos susidėvėjimas pasiekia tam tikrą lygį (pvz., 0,2–0,5 mm, priklausomai nuo įrankio medžiagos ir apdorojamo metalo lakšto).
Nuolat naudojant per daug susidėvėjusius įrankius gali labai pablogėti lakštinio metalo kirpimo kokybė, dėl to gali nukrypti matmenys ir padidėti įbrėžimai.
(1) Lakštinio metalo, supjaustyto iki ilgio linijos, padavimo sistemos stabilumas
Stabili padavimo sistema yra būtina norint užtikrinti vienodą ir tikslų lakštų padavimą įlakštinio metalo pjaustymo pagal ilgį mašina.
Tiekimo ritinėlių paviršiaus šiurkštumas ir apvalumas gali turėti įtakos sklandžiam lakštų transportavimui. Lakštas gabenant vibruos, jei padavimo ritinėliai yra šiurkštūs arba nepakankamai apvalūs, todėl gali keistis šlyties matmenys.
Be to, svarbus tiekimo variklio sukimo momento stabilumas; sukimo momento svyravimai gali sukelti nepastovius pastūmos greičius.
Pavyzdžiui, norint užtikrinti pastovius šlyties matmenis ir taip išsaugoti surinkimo tikslumą, apdorojant cinkuoto plieno lakštus prietaisų korpusams reikalinga labai stabili padavimo sistema.
(2) Lakštinio metalo padėties nustatymo įtaiso tikslumas, supjaustytas iki ilgio linijos
Tikslus padėties nustatymo įtaisas užtikrina, kad lapas būtų tinkamai išdėstytas prieš kirpimą. Padėties nustatymo įtaiso tikslumas turėtų būti sureguliuotas pagal lapo apdorojimo tikslumo reikalavimus, paprastai siekiant ±0,1 mm iki ± 0,5 mm.
Įprasti padėties nustatymo metodai apima mechaninį padėties nustatymą ir fotoelektrinį padėties nustatymą. Mechaninis padėties nustatymas siūlo paprastesnę struktūrą, bet santykinai mažą tikslumą, o fotoelektrinis padėties nustatymas užtikrina didesnį tikslumą ir greitesnį atsaką.
Apdorojant lakštus tiksliųjų prietaisų komponentams, dažnai naudojami fotoelektriniai padėties nustatymo įtaisai, siekiant efektyviai užtikrinti tikslų lapų padėties nustatymą ir pagerinti gaminio kokybę.
(1) Šlyties greičio reguliavimas lakštinio metalo pjovimo pagal ilgį mašinai
Šlyties greitis turi būti parenkamas atsižvelgiant į lakšto storį ir medžiagą. Plonesnių lakštų šlyties greitis gali būti padidintas, kad padidėtų našumas.
Tačiau storesniems ar kietesniems lakštams per didelis šlyties greitis gali sulenkti lakštą ir padidinti įrankių susidėvėjimą. Pavyzdžiui, apdorojant paprastus 1 mm storio plieno lakštus, šlyties greitis gali būti reguliuojamas iki 30–50 smūgių per minutę; didelio stiprumo plieno lakštams, kurių storis 5 mm, šlyties greitis turėtų būti sumažintas iki 10-20 smūgių per minutę.
(2) Šlyties tarpo nustatymas lakštiniam metalui, supjaustytam iki ilgio linijos
Šlyties tarpas reiškia atstumą tarp viršutinio ir apatinio pjovimo įrankių. Jo dydis labai įtakoja nukirpto paviršiaus kokybę ir pjovimo įrankių tarnavimo laiką.
Per mažas tarpas paspartins įrankio susidėvėjimą ir netgi sugadins įrankius, o per didelis tarpas sukels įtrūkimus ir plyšimus ant nukirpto paviršiaus.
Paprastai šlyties tarpas turi būti 5–10% lakšto storio (konkreti vertė priklauso nuo lakšto medžiagos).
Apdorojant aliuminio lydinio lakštus, dėl jų minkštumo galima naudoti mažesnę vertę. Tačiau apdorojant kietesnį plieną, reikalingas didesnis šlyties tarpas.