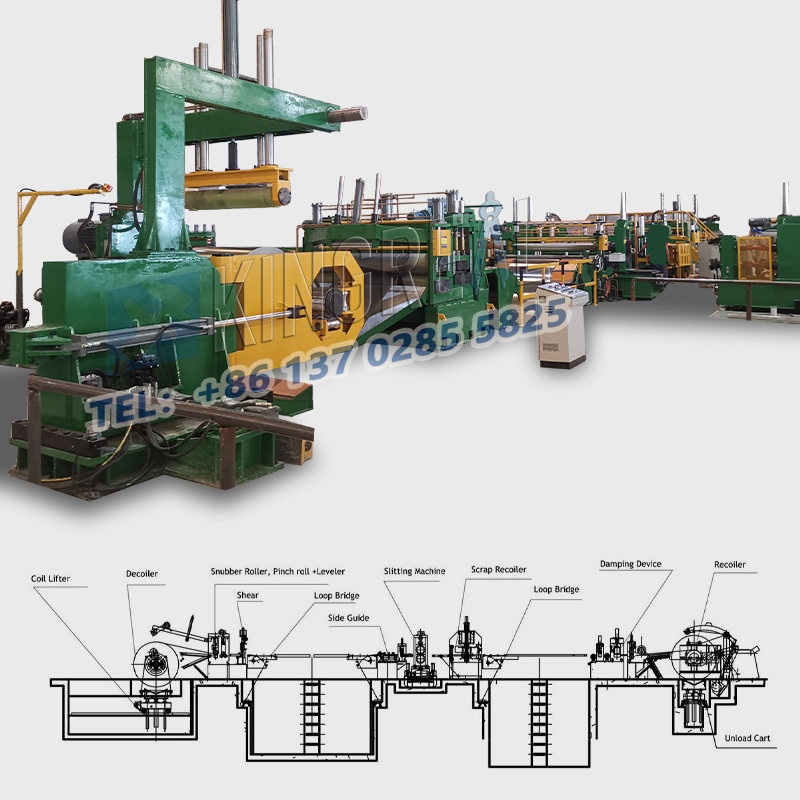
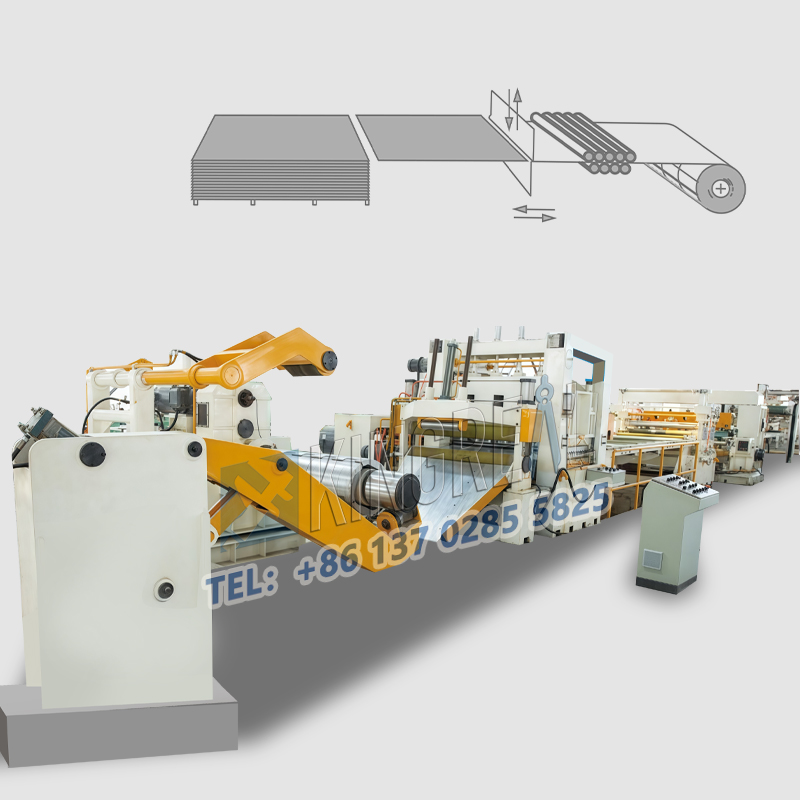
Metalo pjaustymo staklėsyra plačiai naudojami metalo apdirbimo pramonėje, pirmiausia pjaustant didelius metalo ritinius į keletą siaurų juostų. Tačiau realiai veikiant metalo pjaustymo linijose gali atsirasti įvairių sutrikimų, dėl kurių gali sumažėti apdorojimo efektyvumas arba gali atsirasti medžiagų atliekų. Šiame KINGREAL STEEL SLITTER straipsnyje bus nagrinėjamos kelios įprastos metalo pjaustymo staklių veikimo problemos ir pateikiami atitinkami sprendimai, padedantys vartotojams geriau panaudoti metalo pjaustymo linijas.
1.1 Ritės žlugimas
Po pjaustymo, kai plieninė ritė nuimama nuo ritės, ji dažnai subyra ir tampa ovalo formos. Pagrindinė šio reiškinio priežastis yra nepakankamas įtempimas vyniojimo proceso metu arba nuo rūdžių apsaugančios alyvos buvimas ant plieninės juostos paviršiaus, neleidžiančios susidaryti pakankamai trinties tarp sluoksnių. Norėdami išspręsti šią problemą, galite imtis šių priemonių:
1.1.1 Užtikrinkite, kad apvijos metu būtų taikomas pakankamas įtempimas, kad būtų išvengta ritės deformacijos.
1.1.2 Reguliariai tikrinkite plieninės juostos paviršių, kad įsitikintumėte, jog jis švarus ir be alyvos, taip užtikrinant gerą trintį tarp sluoksnių.
1.2 Nelygūs plieno ritės kraštai
Netolygūs plieno ritės kraštai daugiausia atsiranda dėl šių veiksnių:
1.2.1 Prastas įtempimas: Silpnas įtempimas apvijos pradžioje ir stiprus įtempimas apvijos pabaigoje lemia netolygią apviją. Norėdami to išvengti, apvijos pradžioje įtempimą reikia padidinti, o pabaigoje sumažinti.
1.2.2 Netolygus įtempimo pasiskirstymas: jei plieninė juosta nėra nupjauta tiesiai prie priekinio krašto arba pjovimo metu gnybtai įsirėžia į priekinį plieninės juostos kraštą, įtempimas pasiskirstys netolygiai. Prieš pradėdami dirbti, įsitikinkite, kad pjovimo juostelė tvirtai pritvirtinta prie ritės paviršiaus, kad būtų užtikrintas tolygus įtempimas.
1.2.3 Virpesiai kilpos duobėje: jei plieninė juostelė kilpos duobėje svyruoja iš vienos pusės į kitą, o maži kreipiamieji ritinėliai nėra tinkamai pritvirtinti, gali pasikeisti įtempimo plokštės kampas, todėl apvija bus netolygi. Siekiant sumažinti svyravimus, už kilpos duobės galima naudoti kilimą arba veltinį, kuris liestųsi su plieninės juostelės paviršiumi, o mažieji kreipiamieji voleliai turi būti pritvirtinti.
1.2.4 Šuoliukų susidarymas: siauroms plieninėms juostoms pjovimo metu didelės įdubos arba nevienodos sruogos abiejose pusėse gali sukelti netolygią apviją. Plieninę juostelę rekomenduojama apversti kilpos duobėje į viršų, kad atbrailos būtų nukreiptos žemyn, taip veiksmingai išvengiant šios problemos.
Po pjaustymo plieninė juostelė gali deformuotis, pvz., lenkti į šoną. Priežastys yra gana sudėtingos:
2.1 Netolygus šlyties tarpas:
Ant ametalo pjaustymo mašina, netikslūs atskaitos taškai ant pjovimo veleno peties, per didelis pjovimo veleno guolio ašinis tarpas arba tarpiklio ar jo storio klaidos gali lemti netolygius šlyties tarpus, dėl kurių gali atsirasti deformacija. Reguliarus metalo pjaustymo linijos tikrinimas ir kalibravimas, siekiant užtikrinti normalų jos veikimą, gali veiksmingai užkirsti kelią tokiai situacijai.
2.2 Medžiagos storio pokytis:
Storio skirtumas tarp plačios medžiagos vidurinės ir briaunos dalių yra dažna problema, ypač valcuotose medžiagose. Dėl metalo pjaustymo linijos tikslumo ir reguliavimo metodų skirtumų skiriasi ir skirtingų gamintojų medžiagų storio skirtumai. Prieš apdorojimą rekomenduojama atlikti storio bandymą ir sureguliuoti pagal faktinį storio skirtumą.
2.3 Pagrindinės medžiagos lenkimas:
Vidinis įtempis, susidarantis pagrindinėje medžiagoje valcavimo metu, vadinamas galimu liekamuoju įtempimu. Įtempių pusiausvyros praradimas po išilginio pjovimo gali sukelti plieno juostos lenkimą. Todėl kokybiškų žaliavų parinkimas ir valcavimo proceso optimizavimas yra svarbūs sprendimai.
2.4 Nenuoseklios atbrailos arba briaunos:
Jei vyniojimo metu plokštės storis yra didesnis toje pusėje, kurioje yra didesnės įdubos, tai padidins ritės skersmenį ir suformuos trimito formos vingį. Norėdami tai išspręsti, kitoje pusėje galima įterpti tinkamo storio popierių arba pritaikyti pjaustymo procesą.
2.5 Banguoti juostelės kraštai:
Ritavimo proceso metu dėl įdubimų plieninės juostelės krašte gali padidėti storis, todėl kraštas pailgėja. Metalo pjaustymo staklės veikimo metu reikia padidinti horizontalų tarpą, kad būtų sumažintas šoninis slėgis. Be to, šią problemą taip pat padeda išspręsti pjaunamai medžiagai tinkamų ašmenų naudojimas ir peilių susidėvėjimo mažinimas.
3.1 Pagautas ašmenų
Pjaunant siaurą plieninę juostelę, jei piršto formos prispaudimo plokštė iki galo neužpildo tarpo tarp dviejų išorinių ašmenų, plieninę juostelę gali sugriebti du išoriniai peiliukai, todėl gali susidaryti raukšlės. Veiksminga šios problemos prevencijos strategija yra užpildyti tarpą tarp išorinių ašmenų plokščia prispaudimo plokšte ir užtikrinti, kad peiliai būtų reguliariai pilami žibalu, siekiant sumažinti trintį.
3.2 Apvijos būgno žandikaulių raukšlės
Metalo pjaustymo mašinose, jei plieninė juosta nėra tvirtai prigludusi prie vyniojimo būgno pirmojo vyniojimo metu, vėlesnio vyniojimo metu gali atsirasti raukšlių. Norint to išvengti, reikia reguliariai tikrinti apvijos būgno nasrus, o apvijos pradžioje įsitikinti, kad plieninė juostelė tvirtai ir tvirtai pritvirtinta prie būgno.
4.1 Ašmenų žymės, atsiradusios dėl slėgio plokštelių
Jei prispaudimo plokštės aukštis nesutampa su kreipiančiosios plokštės aukštis, dėl to plieninė juosta gali būti pernelyg spaudžiama ir dėl to gali atsirasti ašmenų žymių. Todėl slėgio plokštės aukštis turi būti reguliariai tikrinamas ir reguliuojamas, kad jis atitiktų kreipiamosios plokštės aukštį.
4.2 Ašmenų slėgio plokštės vibracija
Kai ašmenų prispaudimo plokštė vibruoja aukštyn ir žemyn, tai taip pat gali sukelti ašmenų žymes. Šios ašmenų žymės dažniausiai būna su pertrūkiais, o pagrindinės priežastys yra veleno lenkimas, per didelis tarpas tarp ašmenų ir veleno ir metalo šiukšlių sukepimas kitoje ašmenų pusėje. Suklio būklės patikrinimas ir peilių švarumas gali veiksmingai sumažinti ašmenų žymių atsiradimą.
Metalinės pjovimo linijoskasdienio naudojimo metu neišvengiamai susiduriama su įvairiomis problemomis, tačiau daugelio problemų galima išvengti arba sušvelninti kruopščiai tikrinant ir prižiūrint. Įprastų metalo pjaustymo staklių problemų ir jų sprendimų supratimas ir įsisavinimas gali padėti vartotojams optimizuoti gamybos procesus ir pagerinti darbo efektyvumą. KINGREAL STEEL SLITTER tikisi, kad aukščiau pateikti pasiūlymai suteiks jums vertingų patarimų, kaip naudoti metalo pjaustymo liniją ir užtikrins nuolatinį bei efektyvų jos veikimą. Jei turite klausimų, nedvejodami susisiekite su KINGREAL STEEL SLITTER!