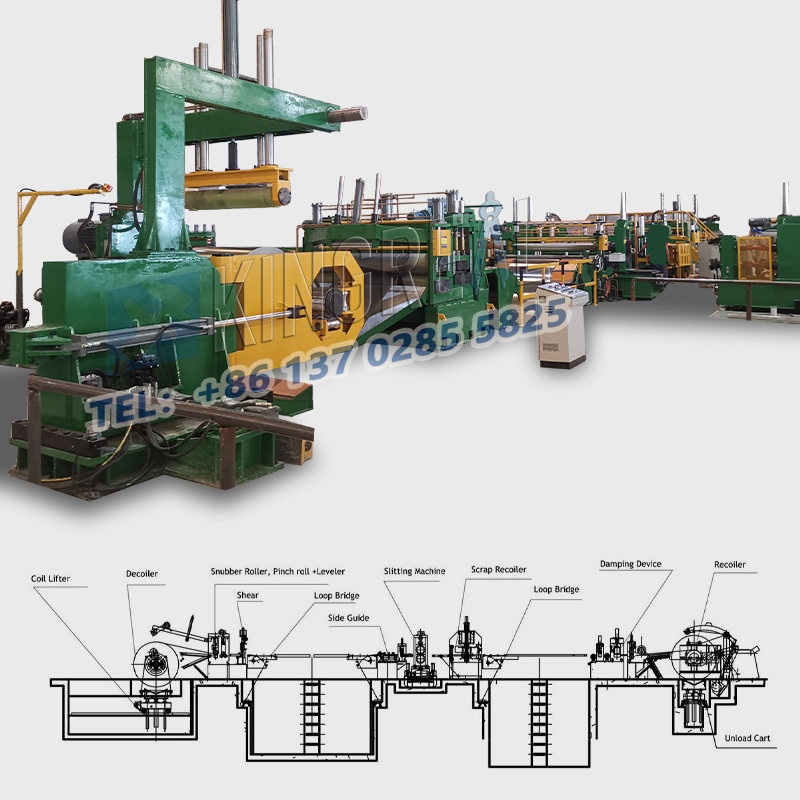
Šiuolaikinėje gamyboje,metalo pjaustymo staklėsirritė, supjaustyta pagal ilgio linijasyra pagrindinė įranga, skirta išilginiam ir skersiniam metalinių medžiagų pjovimui, plačiai naudojama plieno, statybos, automobilių ir elektros prietaisų pramonės šakose. Pirkdami metalo pjaustymo stakles ir ritinius, pjaustytus pagal ilgio linijas, vartotojai turi visapusiškai atsižvelgti į savo poreikius ir faktines sąlygas, kad pasirinktų tinkamiausią įrangą. Šiame straipsnyje bus išsamiai aprašyti veiksniai, į kuriuos reikia atsižvelgti renkantis metalo pjaustymo stakles ir ritinius, supjaustytus pagal ilgį, kad padėtų metalo apdirbimo pramonei pasiekti efektyvią, tikslią ir protingą gamybą.
1. Metalo pjaustymo mašinos tipo pasirinkimas pagal medžiagos storį
Perkant ametalo pjaustymo mašina, medžiagos storis yra pagrindinis veiksnys. Pagal medžiagos storį galima pasirinkti įvairių tipų metalo pjaustymo stakles.
1,1 plonos medžiagos (0,2–3 mm)
Taikomi modeliai: lengvojo matuoklio pjaustymo mašina
Pagrindiniai reikalavimai:
Didelio tikslumo nukreipimas: norint užtikrinti tikslų ir nuoseklų pjovimą, nukreipimo tikslumas turi siekti ±0,01 mm.
Žemos įtampos kontrolė: Plonos medžiagos yra linkusios deformuotis tempimo metu, todėl reikalinga veiksminga įtempimo valdymo sistema, kad būtų išvengta medžiagos deformacijos.
Plonos geležtės: geležtės storis turi būti 0,3–0,8 mm, kad būtų sumažintas medžiagos nuostolis. Metalo pjaustymo mašinos esmė slypi jos nukreipimo tikslume ir įtempimo valdyme. Šiose metalo pjaustymo staklėse paprastai yra pažangios įtempimo valdymo sistemos, užtikrinančios medžiagos stabilumą pjovimo proceso metu.
1.2 Vidutinės medžiagos (3,0–6,0 mm)
Taikomi modeliai: vidutinio dydžio pjaustymo mašina
Pagrindiniai reikalavimai:
Stabilus įtempimo valdymas: norint užtikrinti medžiagos pjovimo kokybę, įtempimo valdymo tikslumas turi būti ± 2% ~ 5%.
Didelio stiprumo įrankių laikiklis: Įrankio laikiklis turi turėti didelį stiprumą, kad būtų veiksmingai išvengta įrankio veleno deformacijos ir pagerintų bendrą mašinos stabilumą.
Pasirenkama automatinė šlifavimo sistema: ši funkcija prailgina ašmenų tarnavimo laiką, sumažina įrankių keitimo dažnumą ir taupo gamybos sąnaudas.
Vidutinio storio pjaustymo mašinos turi išlaikyti pusiausvyrą su medžiagos stabilumu ir įrankio patvarumu, kad atitiktų vidutinio storio medžiagų pjovimo reikalavimus.
1,3 storos medžiagos (6,0–16,0 mm)
Taikomi modeliai: sunkiojo gabarito pjaustymo mašina
Pagrindiniai reikalavimai:
Didelio standumo rėmas: naudojamas ketaus arba suvirintas sustiprintas rėmas, užtikrinantis mašinos korpuso stabilumą pjaunant storas medžiagas.
Didelės galios variklis: užtikrina, kad metalo pjaustymo mašina turėtų pakankamai kirpimo jėgos storoms medžiagoms apdoroti.
Dėvėjimui atsparūs karbido peiliai: Dėvėjimui atsparūs peiliai išlaiko aštrumą esant didelėms apkrovoms, todėl sumažėja peilių keitimo dažnis.
Renkantis metalo pjaustymo mašiną, svarbu atsižvelgti į medžiagos storį, kad būtų užtikrintas sklandus įrangos veikimas. Pasirinkus tinkamą metalo pjaustymo staklių tipą įvairiems medžiagų storiams, galima žymiai pagerinti gamybos efektyvumą.
2. Įtempimo valdymo metodų palyginimas
Įtempimo kontrolė yra esminis pjovimo proceso veiksnys. Skirtingiems apdorojimo scenarijams tinka skirtingi įtempimo valdymo metodai; vartotojai turi pasirinkti pagal savo faktinius poreikius.
|
Įtempimo valdymo tipas |
Tikslumas |
Taikomi scenarijai |
Privalumai ir trūkumai |
| Mechaninis įtempimas |
±10 % |
Mažo greičio, mažų sąnaudų reikalavimai |
Maža kaina √ linkę į svyravimus × |
| Hidraulinė įtampa |
±5 % |
Vidutinio storio standartinis pjovimas |
Geras stabilumas √ didesnės energijos sąnaudos × |
| Servo uždarojo ciklo įtempimas |
±1 % |
Didelio tikslumo plonų plokščių pjaustymas |
Greitas atsakas ir energijos taupymas √ didesnė kaina × |
| Magnetinio miltelinio stabdymo įtempimas |
± 3 % |
Vidutinio greičio pjaustymas (vario ir aliuminio apdirbimas) |
Lengvas reguliavimas √ didelė šilumos gamyba × |
3. Ašmenų pasirinkimas ir gyvenimo optimizavimas
Ašmenys yra svarbus komponentasmetalo pjaustymo staklės, o jų pasirinkimas tiesiogiai įtakoja pjovimo rezultatus ir medžiagų nuostolius.
3.1 Ašmenų medžiagos palyginimas
|
Medžiaga |
Taikomos medžiagos |
Gyvenimo trukmė |
Kaina |
| Greitaeigis plienas (HSS) |
Įprastas plienas, aliuminis |
Vidutinis |
Žemas |
| Kietasis lydinys (volframo plienas) |
Nerūdijantis plienas, Silicio plienas |
Ilgas |
Aukštas |
| Keramika padengti peiliai |
Aukšto tikslumo plonos plokštės |
Ilgiau |
Aukštesnis |
3.2 5 patarimai, kaip pratęsti ašmenų tarnavimo laiką
Reguliarus šlifavimas: rekomenduojama tikrinti ir šlifuoti peilius kas 8 valandas, kad būtų užtikrintas aštrus pjovimo briaunas.
Protingas persidengimas: norint užtikrinti sklandų pjovimą, persidengimas paprastai yra 10–15 % medžiagos storio.
Tepimas ir aušinimas: Tepalinės alyvos naudojimas pjovimo metu sumažina deformaciją, kurią sukelia terminis įtempis.
Venkite perkrovos: protingai valdykite pjovimo greitį ir medžiagos storį, kad išvengtumėte įrangos perkrovos.
Naudokite automatinę įrankių nustatymo sistemą: Automatinis įrankių nustatymas sumažina žmogiškąsias klaidas ir pagerina tikslumą.
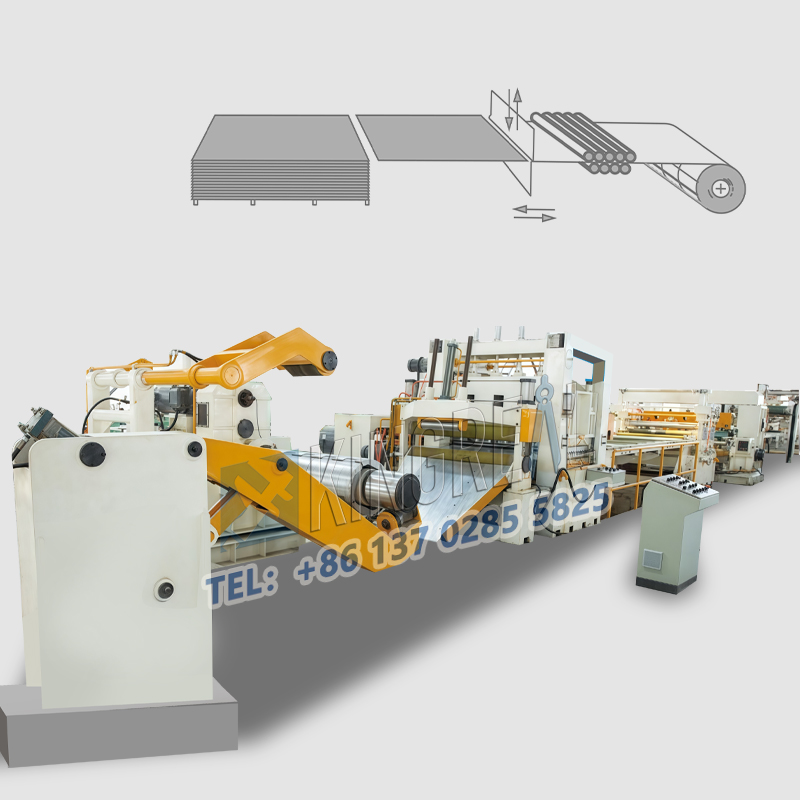
1. Apibrėžkite apdorojimo reikalavimus
Perkant aritė supjaustyta iki ilgio linijos, pirmiausia apibrėžkite perdirbimo reikalavimus, įskaitant medžiagos tipą, specifikacijas ir gamybos efektyvumą.
1.1 Medžiagos tipas ir specifikacijos:
Naudotojai turėtų patvirtinti apdorojamos medžiagos tipą (pvz., silicio plieną, anglinį plieną, nerūdijantį plieną ir kt.) ir jos storio bei pločio diapazoną, kad pasirinkta ritė, iškirpta pagal ilgį, atitiktų reikiamas medžiagos specifikacijas ir paliktų šiek tiek erdvės plėtrai. Pavyzdžiui:
Lengvo dydžio pjūvis iki ilgio linijos: tinka 0,2–3 mm storio medžiagoms kirpti.
Vidutinio ilgio pjūvis iki ilgio linijos: tinka 0,3–6 mm storio medžiagoms kirpti.
Sunkios pjovimo linijos: tinka kirpti medžiagas, kurių storis yra nuo 6 iki 25 mm.
1.2 Gamybos efektyvumo reikalavimai
Atsižvelgdami į gamybos mastą ir produkcijos reikalavimus, pasirinkite tinkamą kirpimo greitį ir automatizavimo laipsnį. Didelės apimties gamybai rekomenduojamas didelės spartos modelis; esant dideliems tikslumo reikalavimams, bet mažoms gamybos partijoms, labiau tinka mažo greičio, didelio tikslumo modelis.
2. Sutelkite dėmesį į pagrindinius našumo parametrus
2.1 Įrankių sistema
Įrankio medžiaga, pvz., cementuotas karbidas arba greitaeigis plienas, turės įtakos apdirbimo tikslumui ir ilgaamžiškumui. Paprastai kuo didesnis pjovimo briaunos tikslumas, tuo geriau, paprastai ±0,01 mm. Be to, reikėtų atsižvelgti į įrankio keitimo paprastumą ir kainą; Siekiant sumažinti prastovos laiką, pirmenybė turėtų būti teikiama įrankių sistemai, kuri leidžia greitai pakeisti.
2.2 Perdavimo būdas
Perdavimo būdasritė supjaustyta iki ilgio linijostaip pat yra pagrindinis rodiklis. Servo varikliu varomi modeliai paprastai pasižymi didesniu tikslumu ir mažesniu triukšmu, tinka plonoms plokštėms ir tiksliam apdirbimui; o hidrauliškai varomi modeliai suteikia galingesnę galią ir yra tinkami storų plokščių kirpimo operacijoms.
2.3 Padėties nustatymo tikslumas
Padėties nustatymo tikslumas tiesiogiai veikia pjūvio tiesumą ir matmenų nuoseklumą. Norint užtikrinti efektyvią ir stabilią gamybą, rekomenduojamas ≤±0,02 mm pakartojamumo tikslumas.
2.4 Valdymo sistema
Pirmenybę teikite gerai žinomų prekių ženklų (pvz., Siemens) valdymo sistemoms. Patogi jų sąsaja palaiko CAD importavimą arba individualų programavimą, todėl juos patogiau naudoti ir efektyviai gerina gamybos efektyvumą.
3. Saugos ir priežiūros svarstymai
3.1 Saugos konfigūracija
Užtikrinti,ritė supjaustyta iki ilgio linijosyra aprūpinti fotoelektriniais apsaugos įtaisais, avarinio stabdymo mygtukais ir visiškai uždarais apsauginiais gaubtais, užtikrinančiais operatoriaus saugumą. Šios saugos priemonės ne tik sumažina nelaimingų atsitikimų riziką, bet ir atitinka atitinkamus pramonės saugos standartus.
3.2 Lengva priežiūra
Naudotojai taip pat turėtų atsižvelgti į tai, ar lengva ritės nupjauti iki ilgio linijos priežiūrą, įskaitant tepimo sistemos patikrinimo lengvumą, įrankio keitimo paprastumą ir tai, ar ritės, nupjautos pagal ilgį, linijos konstrukcija palengvina kasdienę priežiūrą ir remontą. Be to, labai svarbu suprasti, ar gamintojas teikia ilgalaikę pažeidžiamų dalių tiekimo paramą.
4. Aptarnavimas po pardavimo
Norint užtikrinti ilgalaikį stabilų įrenginio veikimą, labai svarbu pasirinkti gamintoją, teikiantį visapusišką aptarnavimą po pardavimoritė supjaustyta iki ilgio linijos. Geras aptarnavimas po pardavimo turėtų apimti montavimą ir paleidimą, eksploatacijos mokymą, ritės iškirpimo linijos trikčių šalinimą ir atsarginių dalių tiekimą, kad naudotojai galėtų išspręsti įvairias naudojimo problemas.
5. Bandymas ir patikrinimas vietoje
Renkantis ritę, nupjautą iki ilgio liniją, rekomenduojama atlikti bandymą vietoje. Paprašykite tiekėjo pateikti apdorotus pavyzdžius, kad būtų galima vizualiai įvertinti ritės, supjaustytos iki ilgio linijos, kirpimo kokybę. Tai apima pjūvio įbrėžimus, statmenumą ir matmenų tikslumą – veiksnius, kurie tiesiogiai veikia galutinio produkto kokybę.
Kruopščiai suprasdami ir įsisavinę šiuos veiksnius, vartotojai gali pasiekti efektyvią, tikslią ir protingą gamybą metalo apdirbimo srityje. Jei turite konkrečių poreikių dėlmetalo pjaustymo staklėsirritė, supjaustyta pagal ilgio linijas, nedvejodami susisiekite su KINGREAL STEEL SLITTER. Mes suteiksime jums profesionalų aptarnavimą ir palaikymą!