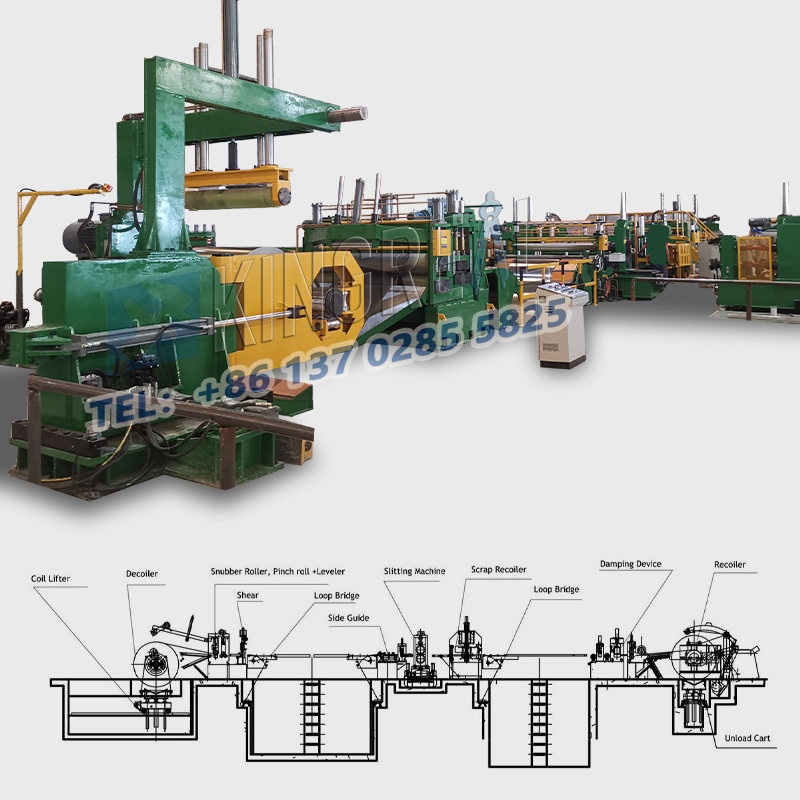
Ametalinė pjaustymo mašinos linija, įtempimo stoties vaidmuo yra užtikrinti, kad medžiaga pjaustymo proceso metu palaikytų nuolatinę įtampą. Tai būtina norint užtikrinti pjaustymo kokybę ir tikslumą. Įtempimo stotis paprastai pasiekiama kontroliuojant ritinėlių padėtį ir įtempimo reguliavimo rankenos sukimąsi arba sureguliuojant medžiagos įtempimą per įtempimo įtaisą ant įtempimo valdiklio. Teisingi įtempimo parametrai gali padėti pasiekti efektyvią, nuoseklią ir aukštos kokybės gamybą.


Norėdami teisingai nustatyti plyšio įtempimą, turite atsižvelgti į tokius veiksnius kaip medžiagos rūšis, medžiagos greitis ir plyšio struktūra. Skirtingi medžiagų tipai reikalauja skirtingų įtempimo nustatymų, o medžiagos greitis ir plyšio struktūra taip pat paveiks tempimo nustatymus. Per didelė ar per maža įtampa turės įtakos produktyvumui ir produkto kokybei, todėl norint pasiekti geriausią gamybos efektyvumą, ją reikia koreguoti atsižvelgiant į faktinę situaciją.
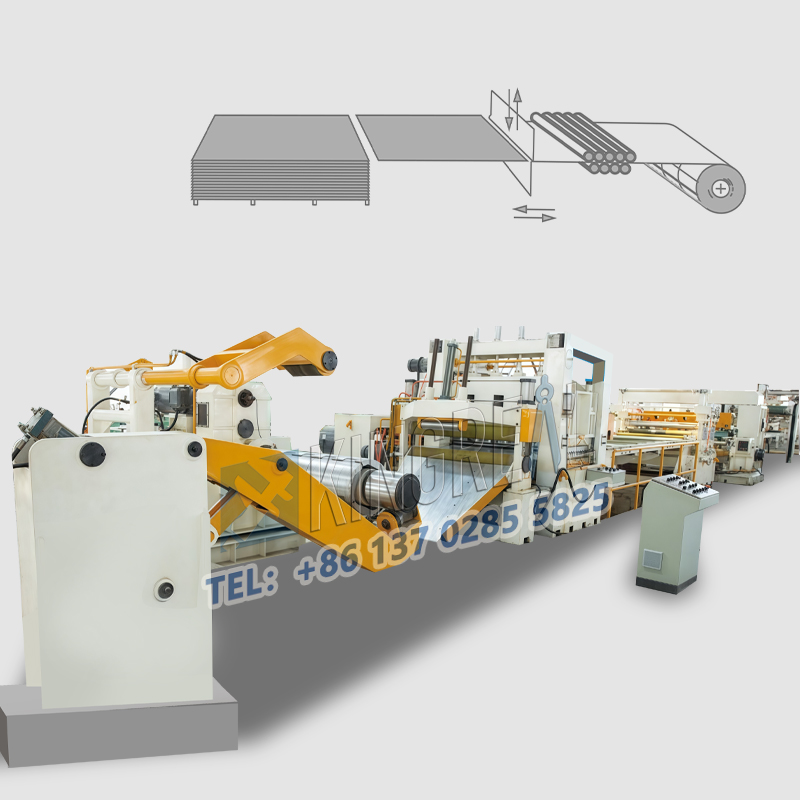
1. Šios problemos tiesiogiai sukels netaisyklingą apviją, todėl susidarys banguoti kraštai, dulkinti kraštai ir pan.;
2. Per didelis apvijos įtampa: tiesiogiai sukelia gatavos produkto disko formą, būgno formą ir kt.;
3. Įrangos mechaninis gedimas: pvz., Perdavimo būgnelis arba tuščias būgno guolių pažeidimas, todėl veleno judėjimas; Būgnų dinaminis balansavimo tikslumas yra per mažas;
4. Įtempimo sistemos projektavimo problema: Tenkinimo sistemos suderinimo problema lems įtempimą, todėl tai gali sukelti šią situaciją;
5. Vaizdo formos pasirinkimas: Yra įvairių apvijų būdų. Remiantis skirtingomis produkto savybėmis, apvijos, paviršiaus apvijos, paviršiaus apvijos, paviršiaus apvijos, slydimo ir kitų formų pasirinkimas;
6. Pjūvio įrankių pasirinkimas: pjovimo formos pjaustymo, kirpimo, spaudos pjaustymo ir riedėjimo pjovimo formos taip pat priklauso nuo skirtingų medžiagų charakteristikų. Tikslumo negalima užtikrinti, jei jie nėra tinkamai parinkti;
7. Kita informacija: sukelta statinės elektros energijos, įrangos veikimo, žaliavų savybių ir kitų problemų.