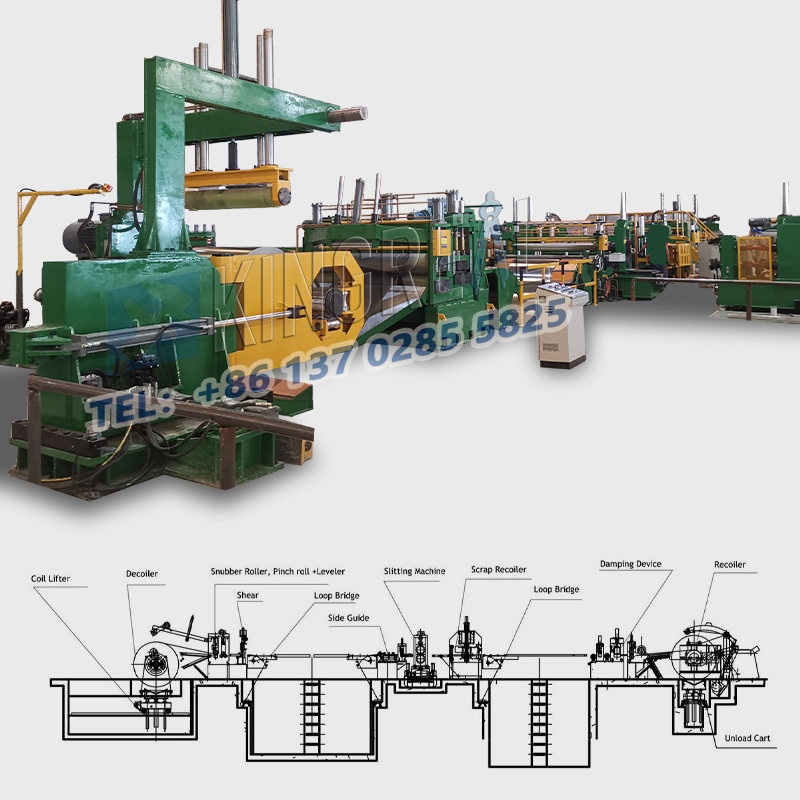
Per pjaustymo proceso meturitės pjaustymo mašinos įranga, dėl kai kurių nepageidaujamų veiksnių įtakos galima sukelti plieninės juostos deformaciją, o labiau paplitęs reiškinys yra šoninio lenkimo generavimas.Yra daugybė veiksnių, kurie gali sukelti šią problemą.

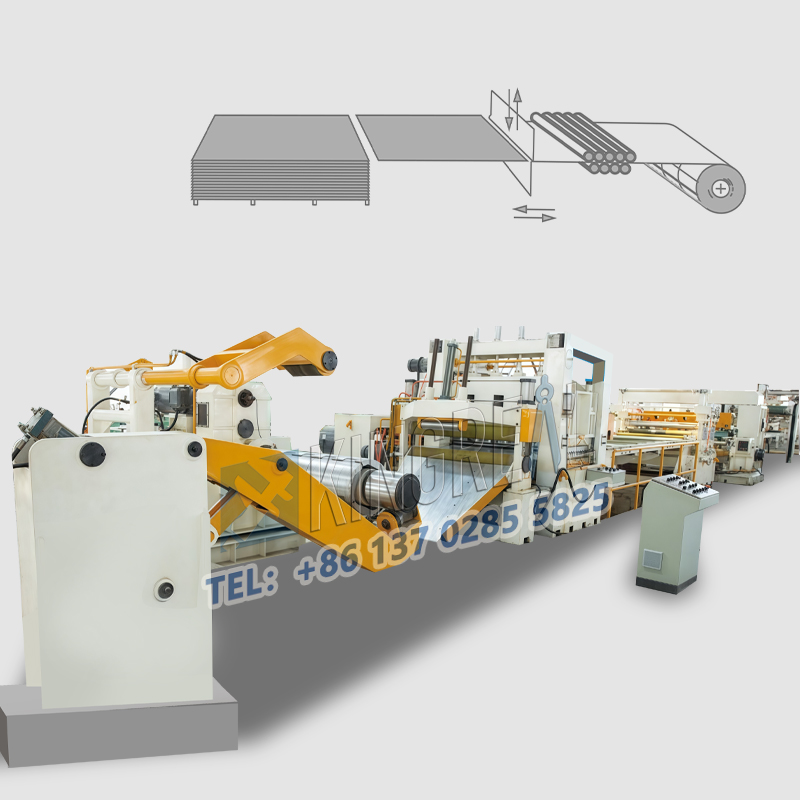
Tai gali būti dėl juostos kirpimo proceso plienas Pjūvio mašina, atsirandanti dėl akivaizdžių šurmulių ar urvų iš abiejų nenuoseklumo ir lenkimo pusių.
Pavyzdžiui, apvijos procese, nes yra šurmulio pusė, o didesnė plokštelės storio pusė yra didesnė, tūrio skersmuo yra didelis ir sukuria išpjaustytą statinę, kad sudarytų lenkimo prailginimo kraštą. Tokia situacija turėtų būti įterpta kitoje tinkamo popieriaus storio pusėje arba padalyto apdorojimo. Be to, taip pat gali kilti dėl juostos krašto netolygumo, banguotosios buvimo, kuris lems jo kraštų storio pokyčius ir sukels pjovimo krašto prailginimą arba dėl plyšio ašmenų šoninio sukepinimo, ašmenų ir ašmenų netinkamo kontakto tarp ašmenų šoninio šiurkštumo ir sukuria banguotą juostelės kraštą.

Konkrečios atsakomybės yra:Padidinkite horizontalų klirensą, kad sumažintumėte šoninį slėgį. Pasirinkite peiliuką, tinkamą supjaustytai medžiagai. Be to, pjaustymo proceso metu galime susidurti su plieninės juostelės horizontalaus sulankstymo problema. Dėl tokios situacijos pirmoji gali kilti dėl ašmenų, susijusių su sulankstomų žymių gamyba. Pvz., Kai plyšys supjausto siaurą juostos plotį, juostelę sugauna du išoriniai peiliukai, nes piršto presas neužpildo tarpo tarp dviejų išorinių kraštų.
Be to, tai gali būti dėl apvijos ritės žandikaulių ties raukšlės ženklu, plienine juostele apvijos mašinoje, kai pirmasis posūkis nėra arti, o tokioje plėtros būsenoje ir toliau vingiuota.
Kaip tikslus žiniatinklio apdorojimo mašina, „Sliitter“ reikalauja profesionalių nurodymų naudojimo ir priežiūros procese.Prašau susisiekti su mumis.