1. Veikiantmetalo pjaustymo staklių įranga, jei įrankis turi šoninio siūbavimo problemą, tai sukels matmenų defektus, pvz., įrankio svyravimą į šoną ir išorinį įrankio skersmenį. Kadangi įrankio šoninio svyravimo vertė negali būti lygi nuliui. Priežastis yra įrankio storio, vidinio skersmens, tarpiklio rankovės pločio ir kt. tikslumo paklaida ir iškrypimas, atsirandantis dėl šoninio įtempio, kai stora plokšte yra nukirpta.
2. Gaminant plieno pjaustymo staklių įrangą, plieninė plokštė turi skersinio deformacijos problemą, dėl kurios pločio matmenys yra prasti. Taip yra todėl, kad skersinės deformacijos būsenoje supjaustytas gaminys matuojamas kaip didesnis nei peilio nustatymo vertė.
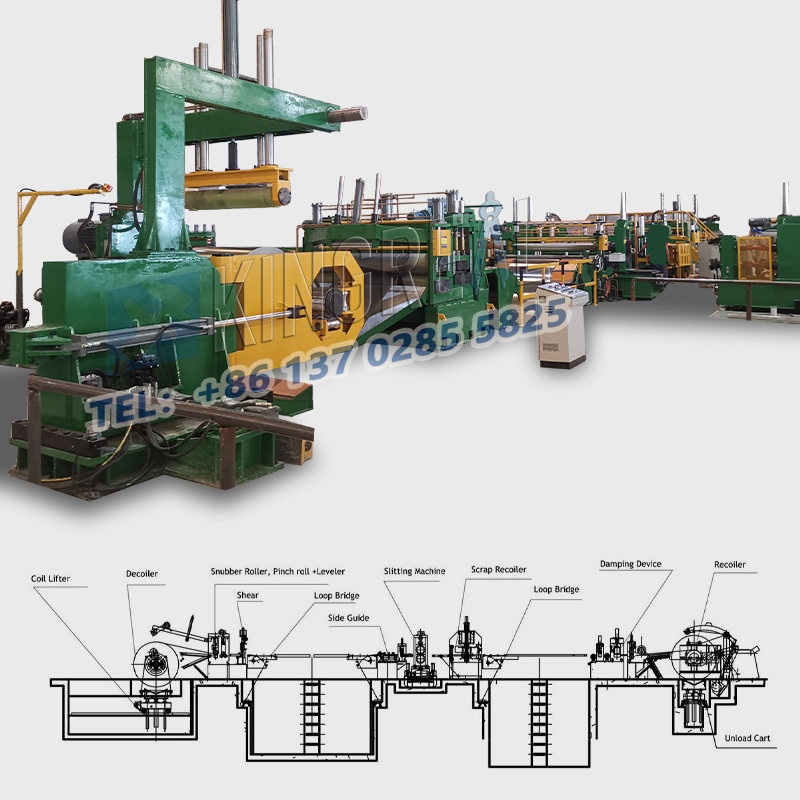
3. Gaminant ir eksploatuojant metalo pjaustymo liniją, atsiranda tam tikrų sutapimo klaidų tarpiklio movoje, peiliuke ir tt Kai dalių skaičius yra didelis derinant peilį, kumuliacinė paklaida tampa didesnė. Taip yra dėl prasto viršutinės tolerancijos nustatymo. Turėtumėte žinoti, kad pjaustymo mašina nupjauto gaminio plotis visada yra šiek tiek mažesnis nei peilio gaminio šoninis dydis. Todėl būtina iš anksto numatyti šios mažesnės tolerancijos laipsnį. Suderinus peilį gaminio pusėje, kaip orientacinis nustatomas tarpiklio įvorės dydis.
Taip pat reikėtų atsižvelgti į naudojamą kirpimo būdą. Palyginimui, jei ritės pjaustymo staklių įranga naudoja tiesią trauką, plieninės ritės įtempimas padidės, skersinis deformavimas išnyks, o dydis taip pat sumažės.

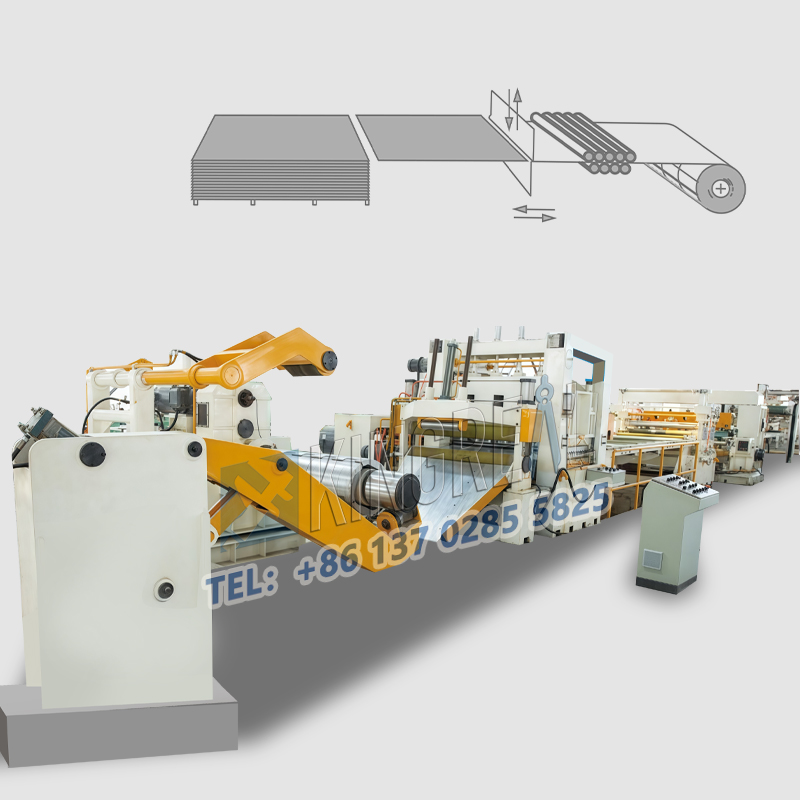
Be pačios mašinos, metalo medžiagos storis ir kietumas lemia atsparumą pjaustymo proceso metu. Storesnes ar kietesnes medžiagas pjauti sunkiau, todėl po pjovimo gali lengvai nukrypti nuo pločio. Didėjant medžiagos storiui, taip pat gali padidėti medžiagos deformacija ir atšokimas, o tai turi įtakos pjovimo tikslumui. Tuo pačiu metu tiekimo greitis ir veikimo procesas pjaustymo metu taip pat turi įtakos pjovimo kokybei. Per didelis greitis gali sukelti medžiagos deformaciją ir turėti įtakos pjovimo pločiui; per mažas greitis gali sumažinti gamybos efektyvumą ir sugadinti medžiagos paviršių. Tai, ar veikimo procesas atitinka specifikacijas ir ar įrankio nustatymas yra pagrįstas, yra glaudžiai susiję su pločio tikslumu po pjovimo.
Be pačios mašinos, metalo medžiagos storis ir kietumas lemia atsparumą pjaustymo proceso metu. Storesnes ar kietesnes medžiagas pjauti sunkiau, todėl po pjovimo gali lengvai nukrypti nuo pločio. Didėjant medžiagos storiui, taip pat gali padidėti medžiagos deformacija ir atšokimas, o tai turi įtakos pjovimo tikslumui. Tuo pačiu metu tiekimo greitis ir veikimo procesas pjaustymo metu taip pat turi įtakos pjovimo kokybei. Per didelis greitis gali sukelti medžiagos deformaciją ir turėti įtakos pjovimo pločiui; per mažas greitis gali sumažinti gamybos efektyvumą ir sugadinti medžiagos paviršių. Tai, ar veikimo procesas atitinka specifikacijas ir ar įrankio nustatymas yra pagrįstas, yra glaudžiai susiję su pločio tikslumu po pjovimo.