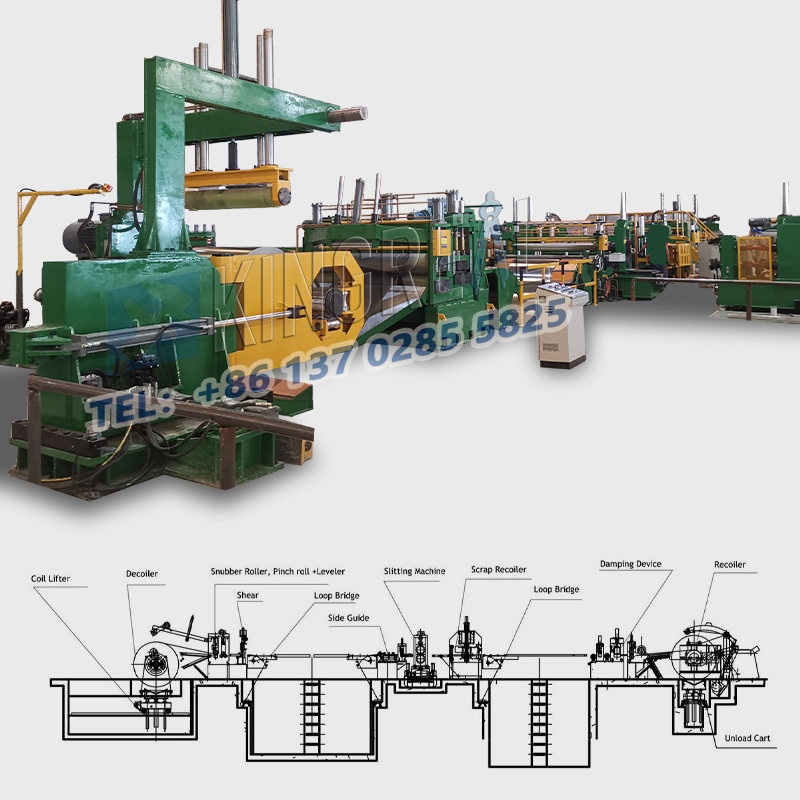
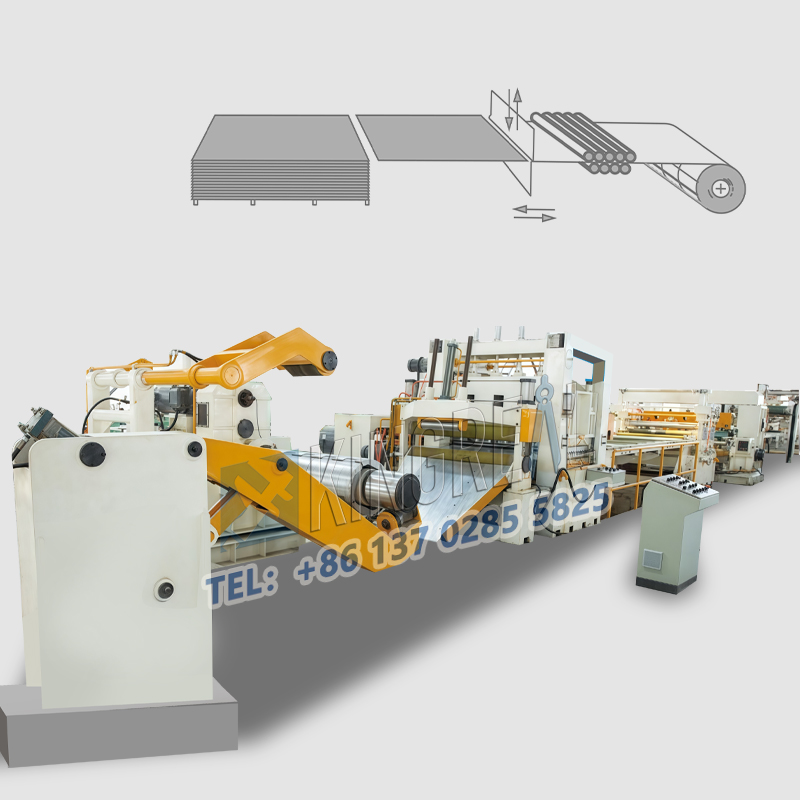
Metalo ritinių apdirbimo srityjeplieno juostelių pjaustymo staklėsnaudojami išilginiam metalinių ritinių, tokių kaip nerūdijantis plienas, aliuminis, anglinis plienas ir silicio plienas, pjaustymui. Siaurų juostelių matmenų tikslumas, pjovimo lygumas ir įdubimų ar įdubimų buvimas ar nebuvimas yra tiesiogiai nulemti atstumo tarp viršutinės ir apatinės plieninės juostelės pjovimo linijos ašmenų.
Kasdieninėje gamyboje, kai keičiamas apdorojamos ritės storis arba naudojamos skirtingo kietumo medžiagos, operatorius tuo pačiu metu turi reguliuoti plieninės juostos pjaustymo mašinos ašmenų tarpą.
Tinkamas tarpas tarp ašmenų leidžia plieninės juostelės pjovimo linija pjauti itin tiksliai siauras juosteles su sklandžiais, be įbrėžimų pjūviais ir vienodo skerspjūvio sluoksniais; Netinkamos tarpo vertės sukels daugybę gamybos defektų, tokių kaip briaunų susilinkimas, ašmenų įskilimas, juostelių lenkimas ir briaunų įbrėžimų kaupimasis. Šiame straipsnyje „KINGREAL STEEL SLITTER“ bus sujungta praktinė patirtis su atstumo parametrų standartais, siekiant išsamiai paaiškinti plieno juostelių pjaustymo mašinų ašmenų tarpo reguliavimo logiką, praktinius metodus ir parametrų nustatymo specifikacijas.

Plieninių juostelių pjaustymo mašinose tarp ašmenų atstumo ir juostelių tikslumo ryšys
Plieninės juostos pjaustymo mašinos ašmenų tarpas reiškia radialinį tarpą, kuris paliekamas, kai viršutiniai ir apatiniai apskritų kirpimo peilių rinkiniai susilieja. Ši vertė nėra fiksuota konstanta, bet dinamiškai kinta priklausomai nuo dviejų pagrindinių apdirbamos medžiagos storio ir kietumo kintamųjų. Šie du veiksniai tiesiogiai lemia pjovimo kokybęplieninės juostos pjaustymo linija.
1. Medžiagos storis
Pasikeitus apdirbamos ritės medžiagos storiui, reikia atitinkamai pakoreguoti plieninės juostos pjaustymo mašinos ašmenų tarpą. Jei plieninės juostos pjaustymo linija apdoroja storas metalines juostas, ašmenų tarpas turėtų būti atitinkamai padidintas; dėl per mažo tarpo viršutinis ir apatinis peiliai jėga išspaus lakštinę medžiagą, akimirksniu padidės ašmenų korpuso apkrova, o tai gali lengvai lūžti ir deformuotis pjaustytuvo veleną, žymiai sutrumpinti plieninių juostų pjaustymo mašinos pjaustytuvų ir veleno tarnavimo laiką.
Ir atvirkščiai, kai plieninės juostos pjaustymo linija pereina prie plonų medžiagų apdorojimo, ašmenų tarpas turi būti sumažintas. Jei tarpas yra per didelis, ašmenys negali visiškai nupjauti lakštinės medžiagos, kirpimo proceso metu medžiagos kraštai bus įplyšę ir abiejose gatavos juostelės pusėse atsiras daug įbrėžimų. Sunkiais atvejais visa siaura juostelė bus išlenkta, viršijanti leistinus matmenų nuokrypius ir neatitiks pasroviui taikomų štampavimo, lenkimo ir formavimo procesų reikalavimų.
Itin plonoms metalinėms juostoms, kurių storis mažesnis nei 0,1 mm, teorinis metalo pjaustymo mašinos ašmenų tarpas priartėja prie nulio, remiantis peilių mikroblokavimu, kad būtų pasiektas tikslus pjovimas.
2. Medžiagos kietumas ir atsparumas tempimui
Skirtingų metalų tempiamasis stipris ir kietumas labai skiriasi, todėl plieno juostelių pjaustymo staklėms tinka visiškai skirtingi ašmenų tarpai. Didelio kietumo, didelio atsparumo tempimui medžiagos, tokios kaip storas anglinis plienas, nerūdijantis plienas ir silicio plienas, turi tankią molekulinę struktūrą ir didesnį atsparumą kirpimui, todėl plieno juostelių pjovimo linijose reikia didesnių ašmenų tarpų. Minkštos, mažo stiprumo medžiagos, tokios kaip grynas aliuminis ir ploni aliuminio lakštai, pasižymi dideliu plastiškumu ir mažu atsparumu šlyčiai, todėl plieninių juostelių pjaustymo mašinose gali būti atitinkamai mažesni ašmenų tarpai.
Fizinis metalo pjaustymo principas yra ne grynas pjovimas, o dalinis lakštinės medžiagos kirpimas ir tempiamasis lūžimas spaudžiant ašmenis. Didesnio kietumo medžiagos turi didesnę plastiko lūžimo dalį, todėl norint pasiekti sklandų skerspjūvį reikia didesnių tarpų. Minkštas aliuminis pasižymi didele plastine deformacija; per dideli tarpai gali sukelti medžiagos išspaudimą, pleiskanojimą ir susisukimo defektus.
Standartinis plieno juostos pjaustymo linijos ašmenų tarpo reguliavimo metodas
Šiuo metu dauguma pagrindiniųplieno juostelių pjaustymo staklėsrinkoje pasikliaukite tiksliais tarpikliais, kad galėtumėte tiksliai valdyti ašmenų tarpą. Pridedant arba nuimant skirtingo storio tarpiklius ir įvores, radialinis tarpas tarp viršutinio ir apatinio pjovimo veleno ašmenų yra tiksliai valdomas. Visas koregavimo procesas susideda iš keturių pagrindinių operacijų:
(1) Tarpiklio suderinimas su pagrindiniu tarpu
Prieš oficialų pjaustymą, pirmiausia patvirtinkite ritinio medžiagą ir storį, pagal tarpo parametrų lentelę pasirinkite pagrindinę tarpo vertę, o tada pasirinkite atitinkamo storio tikslius tarpiklius, kuriuos reikia surinkti abiejose pjaustytuvo veleno pusėse ir plieninės juostos pjaustymo linijos ašmenyse. Tiksliai suderintas tarpiklio storis užtikrina, kad plieninių juostelių pjaustymo mašinos peiliai būtų tolygiai įsikibę, o tai apsaugo nuo vienpusio išspaudimo, įtrūkimų ir kraštų susilinkimo kirpimo proceso metu. Tai žymiai sumažina ašmenų susidėvėjimą ir pailgina viso pjaustytuvų komplekto tarnavimo laiką.
(2) Šlifavimo ir ašmenų koncentriškumo koregavimas
Jei plieninės juostelės pjovimo linija ilgą laiką naudojama dideliu intensyvumu, o ašmenys susitrenkia vienoje pusėje, ašmenų koncentriškumas bus išbalansuotas. Net jei tarpiklio specifikacijos yra teisingos, ašmenų tarpas darbo metu svyruos. Šio tipo gedimų negalima sureguliuoti naudojant tarpiklius. Visą ašmenų rinkinį reikia išardyti iš plieninių juostelių pjaustymo mašinos pjaustytuvo veleno, nusiųsti į profesionalų šlifuoklį pakartotiniam šlifavimui ir išoriniam šlifavimui, pakoreguoti ašmenų koncentriškumą, o tada vėl sumontuoti ant plieninės juostelės pjaustymo linijos prieš iš naujo sureguliuojant tarpiklio tarpą.
(3) Nesubalansuotų pjovimo pjovimo velenų taisymas
Plieninių juostelių pjaustymo mašinos viršutinis ir apatinis pjovimo velenai ilgą laiką patiria šlyties poveikį, dėl kurio šiek tiek susilenkia ir netolygiai nusidėvi paviršius. Veleno sukimosi metu ašmenų tarpas periodiškai pasislenka, todėl vienoje gatavos juostelės pusėje susidaro įtrūkimai, o kitoje – sklandžiai pjaunama. Kad tai išspręstų, mašina turi būti sustabdyta, plieninės juostelės pjaustymo linijos pjovimo veleno mazgas išmontuotas, nusidėvėjusios veleno korpuso vietos įžemintos ir pakoreguotos, o pjaustytuvo veleno dinaminis balansas sukalibruotas, kad būtų pašalinti tarpų svyravimai, atsirandantys dėl sukimosi.
(4) Stabilizuojantis kirpimo tarpas su įvorėmis
Tarpinės ir separatoriaus įvorės yra pagrindiniai pagalbiniai komponentai, skirti reguliuoti tarpą plieninių juostų pjaustymo mašinoje. Sumontuoti abiejose kiekvienos pjovimo ašmenų grupės pusėse, jie gali tiksliai atskirti peilius, valdyti vienos grupės pjovimo tarpą ir išlaikyti horizontalų viršutinio ir apatinio peilių lygiagretumą. Didelio stiprumo plieninės tarpinės ir įvorės užtikrina didelį tvirtumą, neleidžiant peiliams subraižyti ir susidurti po surinkimo. Jie taip pat užtikrina vienodą atstumą tarp kelių pjovimo peilių ant visos plieninės juostos pjovimo linijos pjovimo veleno, išlaikant nuoseklų pjovimo tikslumą keliose juostose.
Standartinės plieno juostelių pjaustymo linijų ašmenų tarpo parametrų nustatymo specifikacijos
Pagrindinė nuoroda nustatant ašmenų tarpąplieno juostelių pjaustymo staklėsyra apdorotos medžiagos storis, kietumas ir atsparumas tempimui. Žemiau esančioje lentelėje parodytas standartinis tarpas tarp įvairių dažniausiai naudojamų metalų, suderinamų su plieninių juostų pjovimo linijomis:
|
Storis |
Nerūdijantis plienas |
Aliuminis |
Plienas |
Anglies plienas |
Silicio Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Plieninės juostos pjaustymo mašinos ašmenų tarpo reguliavimas yra pagrindinis procesas, skirtas kontroliuoti gatavo ritės pjaustymo gaminio kokybę. Tikslus tarpo vertės suderinimas tiesiogiai veikia gamybos efektyvumą, įrankių nusidėvėjimą ir gatavo gaminio kvalifikavimo greitį plieno juostelių pjaustymo linijoje. Kasdien eksploatuodami plieninių juostų pjaustymo stakles, operatoriai turi įsiminti tarpo parametrus, atitinkančius medžiagą ir storį, naudoti tikslias tarpines, kad teisingai sureguliuotų, ir reguliariai tikrinti peilius ir pjovimo veleną, kad sumažintų gamybos gedimus, pvz., įtrūkimus, drožles ir matmenų nuokrypius.
Norėdami gauti daugiau informacijos apieplieninės juostos pjaustymo linijapaleidimas, įrankių parinkimas, ritės apdirbimo patarimai arba norint pritaikyti visiškai automatines plieno juostų pjaustymo mašinas, tinkamas nerūdijančiam plienui, angliniam plienui ir aliuminiui, susisiekite tiesiogiai su KINGREAL STEEL SLITER!